Auf dieser Seite möchten wir Ihnen noch einmal mit Bild und Text den genauen Bau und die Montage der Halbbalancier Dampfmaschine Grasshopper zeigen. Wir haben von möglichst vielen Bauschritten Fotos gemacht um eventuell auftauchende Fragen zu beantworten.
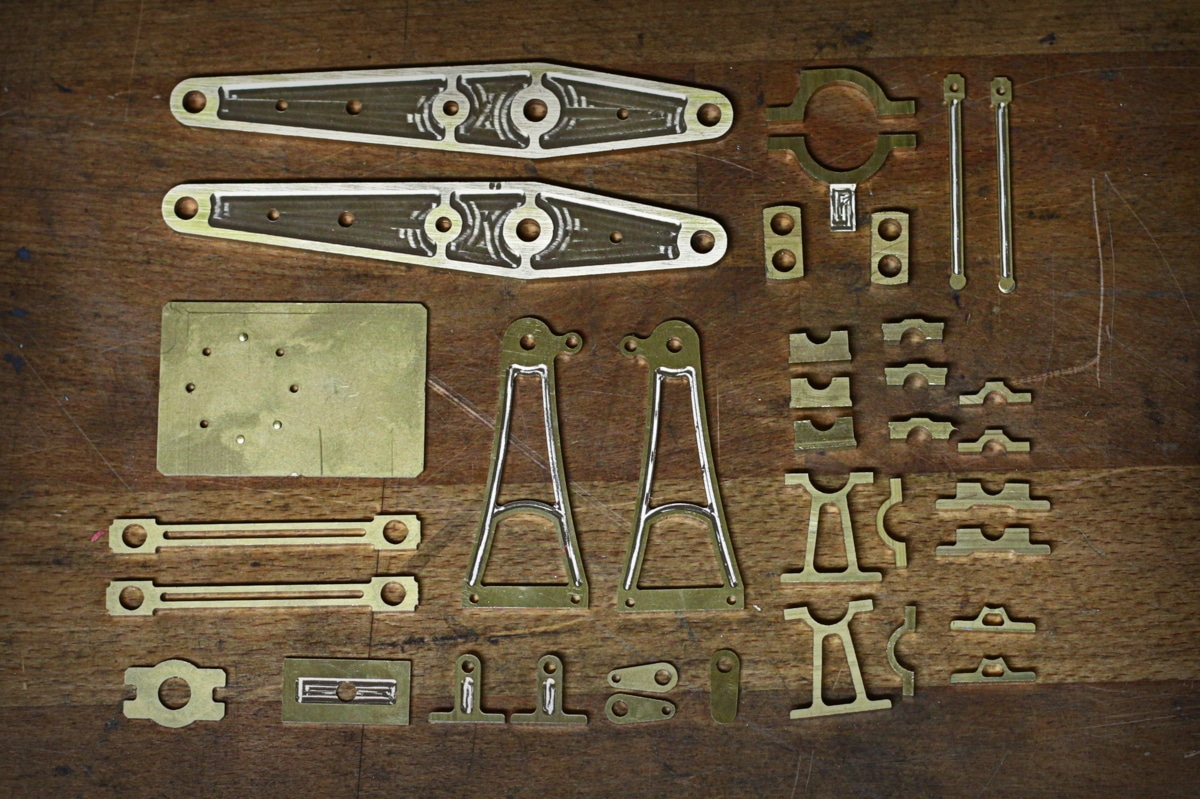
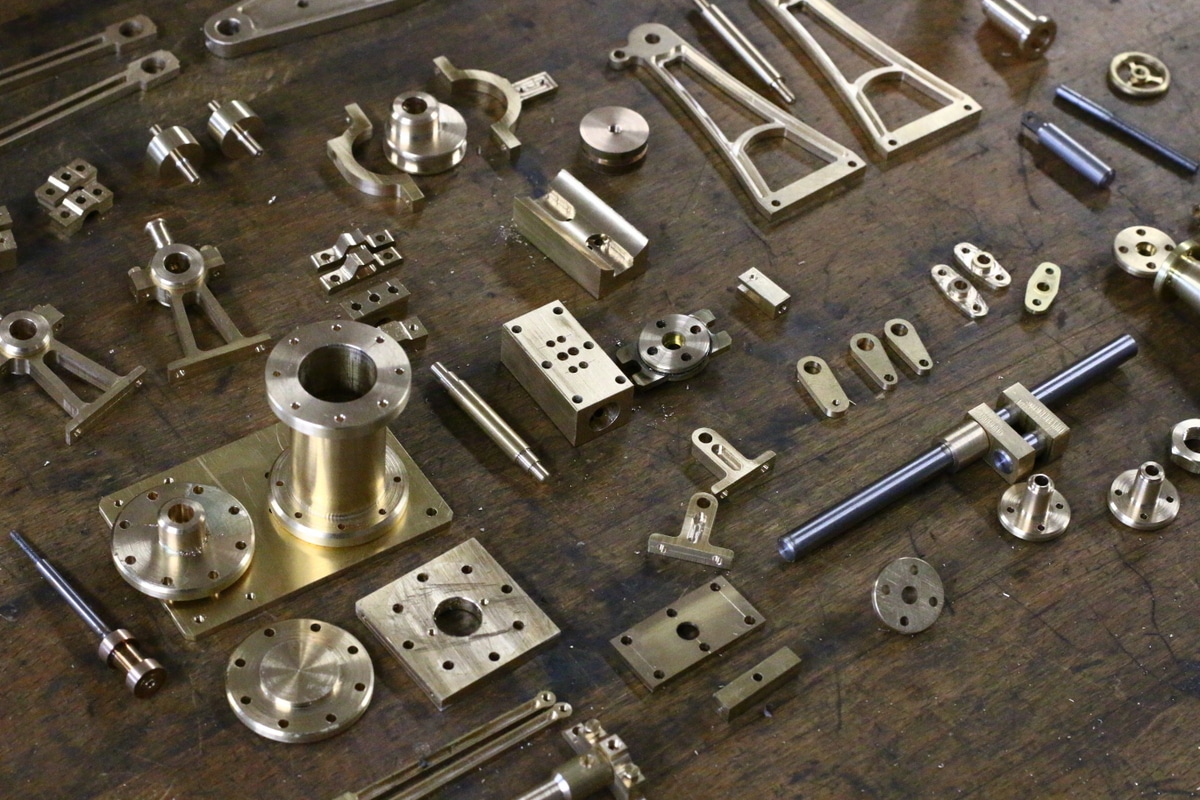
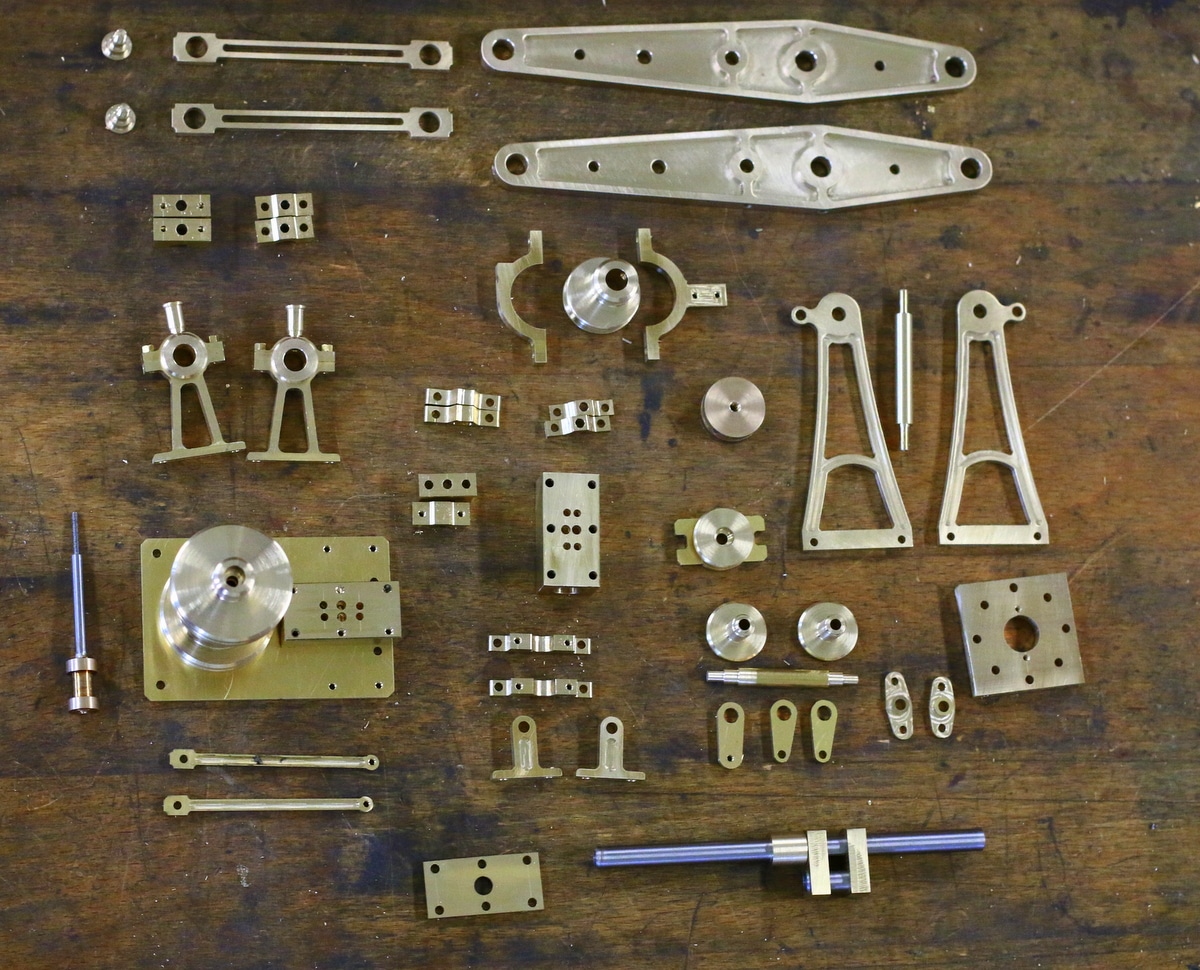
Alle Frästeile liegen dem Bausatz bereits fertig gefräst bei. Einige der Teile müssen noch gebohrt, gerieben, Gewinde geschnitten oder entgraten werden. Wenn Sie schon einmal einen Materialbausatz von Bengs Modellbau gebaut haben werden sie dieses Prinzip bereits kennen.

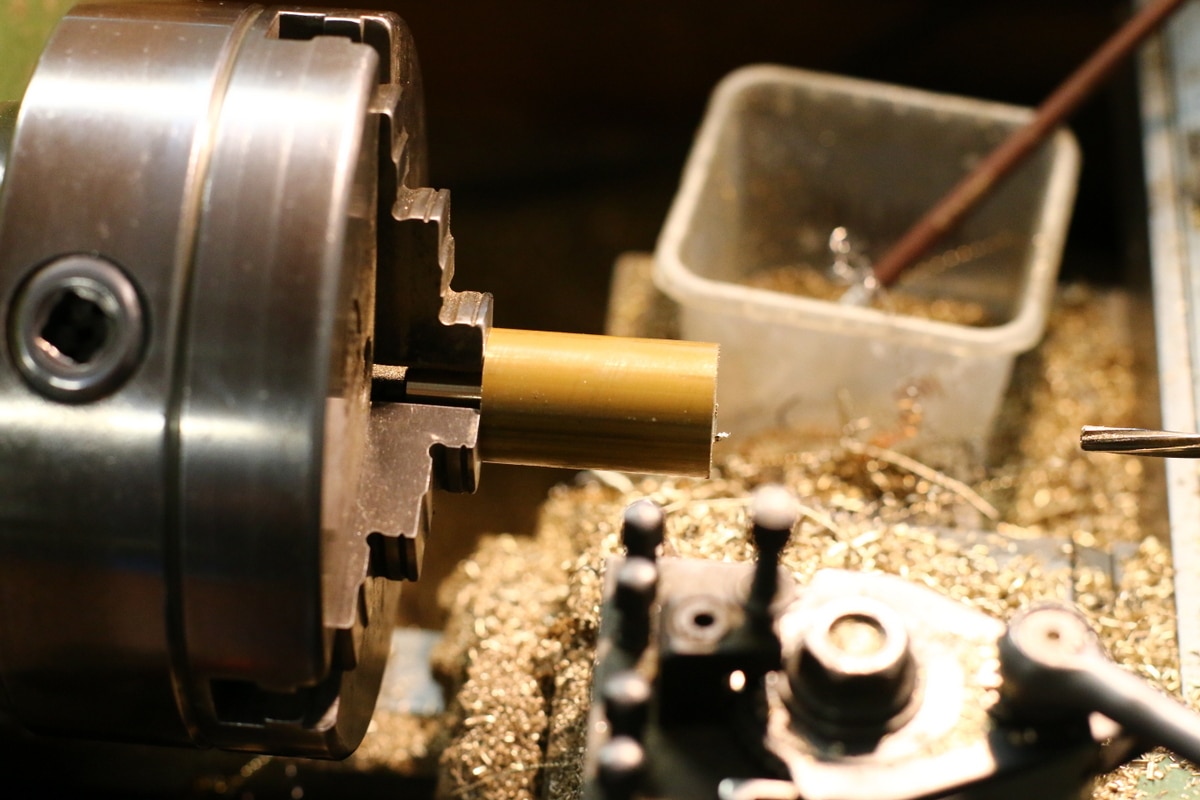
Die Art und Weise der Bearbeitung der Drehteile richtet sich auch immer ein wenig nach der Größe der zur Verfügung stehenden Drehmaschine. Ich habe das 30mm Messingrund in die Drehmaschine eingespannt sodass ich die Außenkontur des Zylinders komplett bearbeiten kann. Zuerst habe ich mit einem Abstechstahl die äußere Kontur des Zylinders gedreht.

Der fertige Zylinder wird mit einem Abstechstahl abgestochen. Damit das Bauteil nicht davon fliegt sichere ich den Zylinder durch eine Stange die sich im Bohrfutter des Reitstock befindet.

Die Zylinderkopfplatte ist ein Frästeil und bereits durch die Fräse gebohrt. Die Kopfplatte lässt sich sehr gut als Bohrschablone verwenden. Um sie auf dem Zylinder zu fixieren verwende ich einige Tropfen Schraubenkleber Mittelfest. Nach dem bohren kann man die Bauteile auf ca. 150° erwärmen dadurch lässt sich der Schraubenkleber wieder einfach entfernen.


Der Spiegel und der Zylinder werden dünn mit Weichlotverzinnungspaste bestrichen und verzinnt. Wenn die Fläche silbrig glänzt sollte sie im warmen Zustand mit einem nassen Lappen abgewischt werden um Flussmittel Reste zu entfernen.

Die verzinkten Teile können anschließend auseinandergesetzt werden und werden noch einmal erwärmt es empfiehlt sich noch etwas Hochtemperatur Weichlot hinzu zu geben um alle Spalte zu verschließen. 
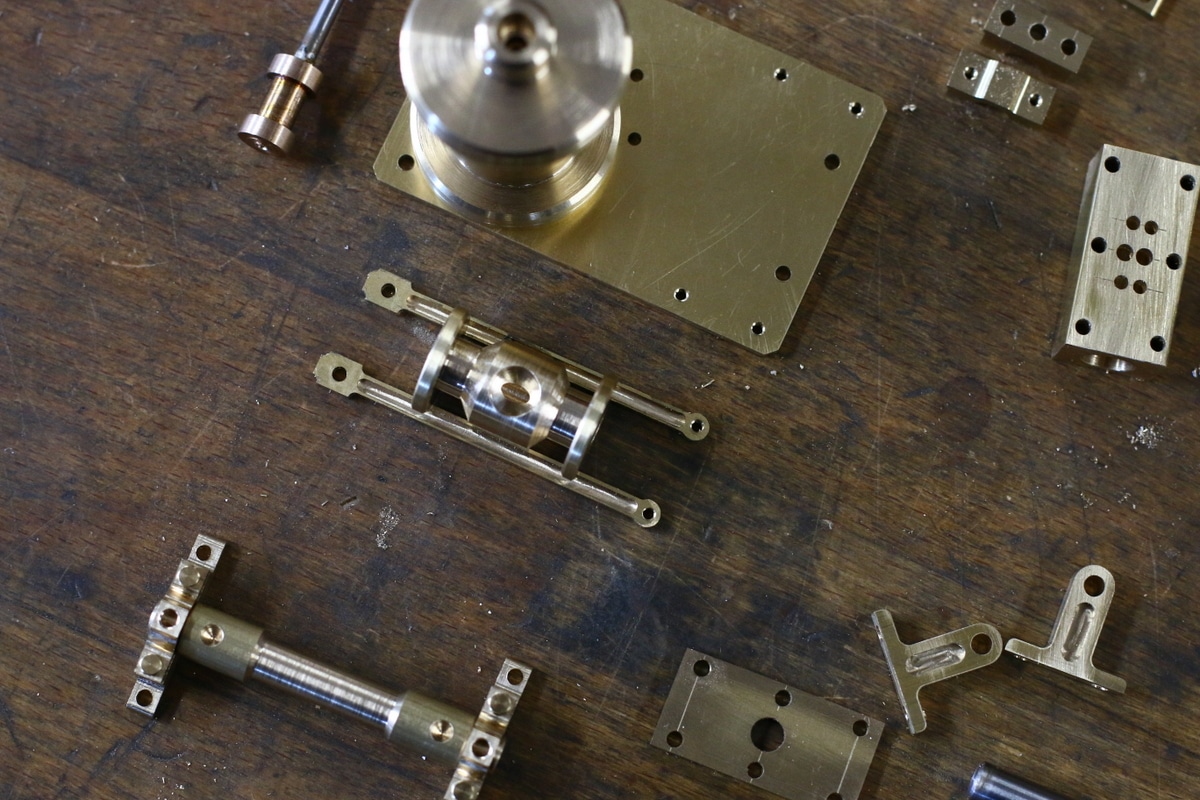
Der 1. Bauabschnitt ist fertig. Die Zylindereinheit der Grasshopper Half Beam Dampfmaschine ist eine schöne kompakte Einheit.
 Um die Hauptwelle mit Öl zu versorgen wird der Lagerbock zusammen mit der Lagerbuchse aus Rotguss gebohrt. Anschließend werden hier Becheröler eingeschraubt. Für die Becheröler liegt dem Bausatz ausreichend Material bei sie können aber auch Einzel bei uns im Shop bestellt werden.
Um die Hauptwelle mit Öl zu versorgen wird der Lagerbock zusammen mit der Lagerbuchse aus Rotguss gebohrt. Anschließend werden hier Becheröler eingeschraubt. Für die Becheröler liegt dem Bausatz ausreichend Material bei sie können aber auch Einzel bei uns im Shop bestellt werden.
Die Kurbelwelle wird zuerst komplett verlötet und im Anschluss wird der Mittelteil herausgesägt. So entsteht eine sauberlaufende ausreichend stabile Kurbelwelle.

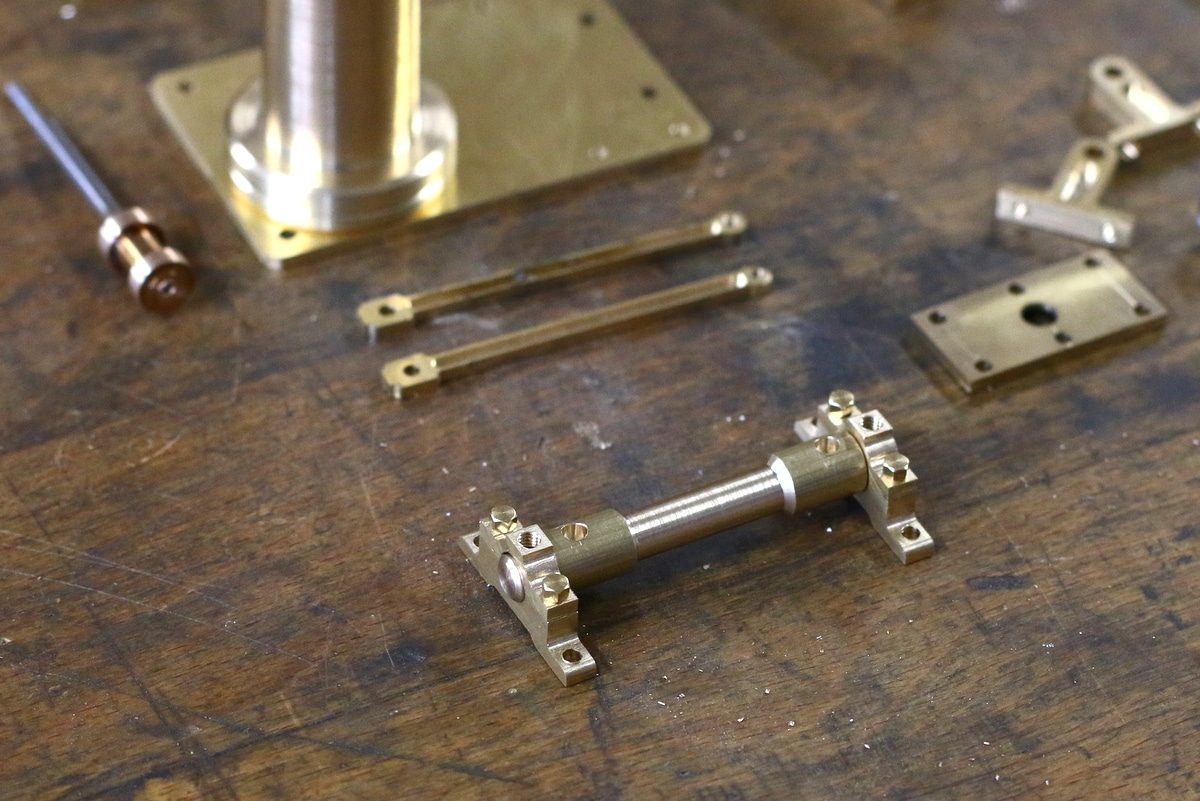
Der Steuerschieber wird zuerst grob vor gedreht. Anschließend wird er mit Weichlot auf der Schieberwelle aufgelötet. Im Anschluss kann der Steuerschieber zu Ende bearbeitet werden durch diese Vorgehensweise ist garantiert dass der Schieber zur Welle 100% läuft.

{kind=link}
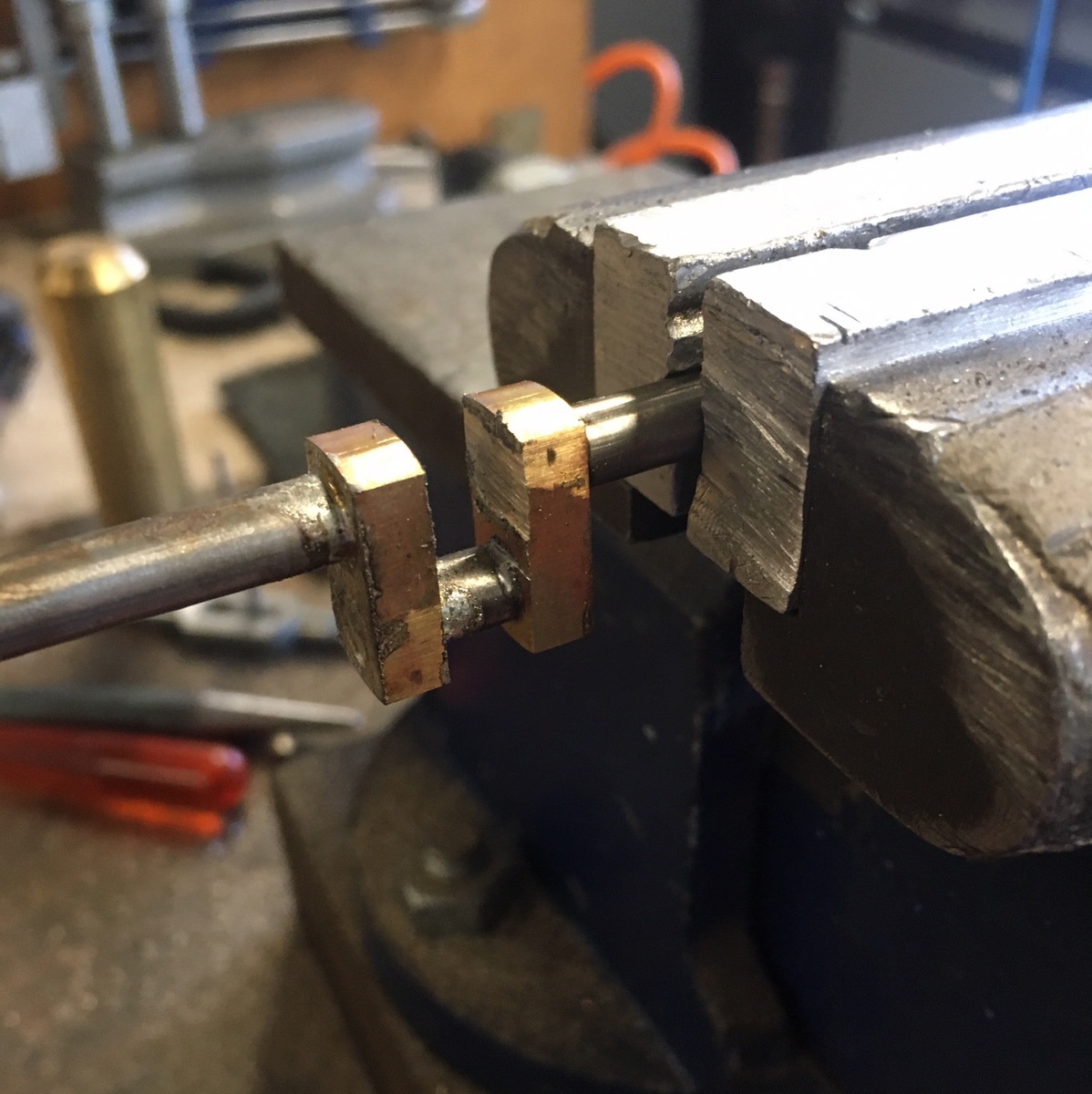
Die Bolzen mit denen die Pleuelstange und die Kolbenwelle befestigt werden, werden über eine Madenschrauben fixiert. Um zu verhindern das die Wellen Macken bekommen und in der Bohrung fressen bekommen Sie eine Fläche. Diese kann entweder mit einer Feile hergestellt werden oder man dreht einfach den entsprechenden Bereich der Welle um einige Zehntel dünner.



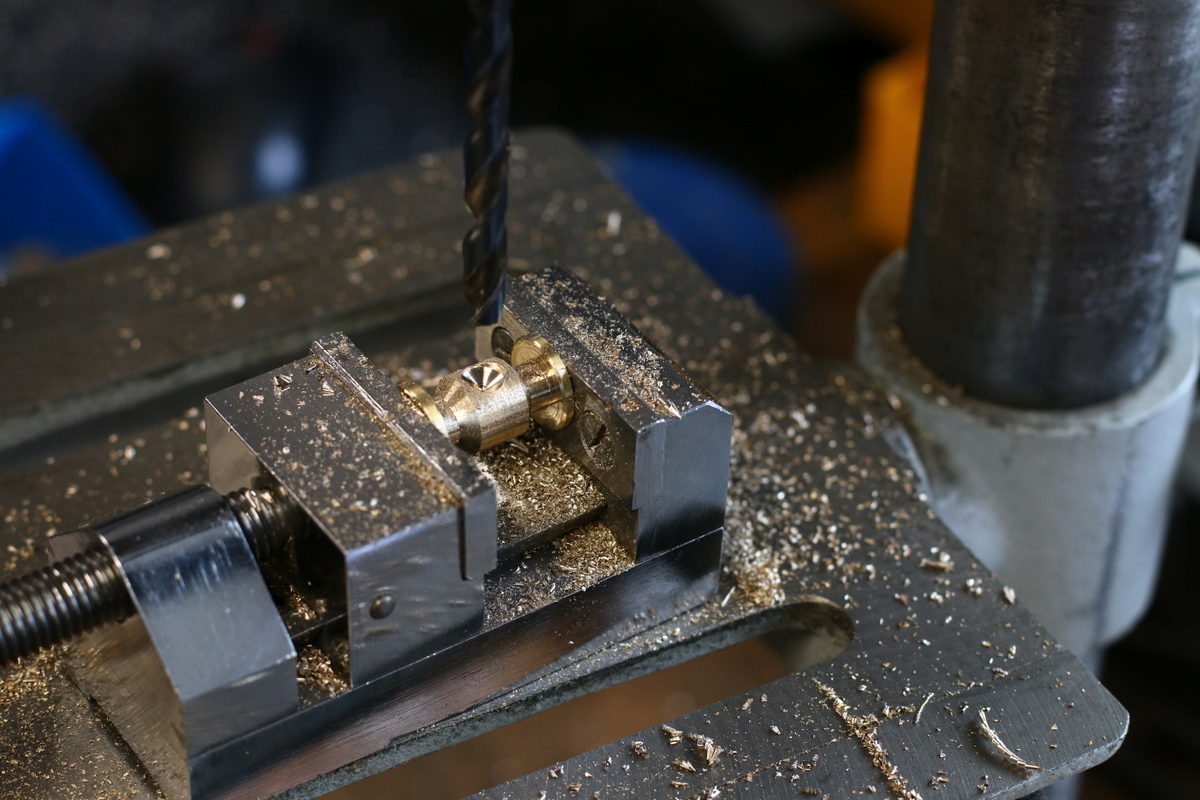
Der Pumpenkörper wird aufgebohrt. Hierbei ist Vorsicht geboten. Die Bohrung muss so tief hergestellt werden dass wir die Querbohrung durch den Puppenkörper treffen. Große Spiralbohrer neigen dazu sich dann zu verhaken. Verwenden Sie hierfür einen nicht ganz so scharfen oder neuen Bohrer.

Bei dem Auslassflansch der Wasserpumpe muss der Ventilsitz zerstört werden. Damit das Wasser später ungehindert um die Kugel herumströmen kann und in diese Richtung nicht dichtet. Bei dem Flansch geht das sehr einfach mit einer Pucksäge.
Bei dem Flansch auf der Einlassseite der Wasserpumpe bleibt der Ventilsitz heile hier muss im Pumpenkörper der Ventilsitzen undicht gemacht werden.

 Wie man hier sieht kann jetzt das Wasser ungehindert an der Grafi-sil Ventilkugel vorbeiströmen.
Wie man hier sieht kann jetzt das Wasser ungehindert an der Grafi-sil Ventilkugel vorbeiströmen.

Mithilfe so einer Hülse kann man sehr einfach auf 4-eckiges Material auf der Drehbank im Dreibackenfutter bearbeiten.


Das Ventil wird auf der Drehbank hergestellt. Zuerst wird die Rückseite des Ventils hergestellt. Anschließend wird das Stück Material umgedreht und auf den entstandenen Sachen gespannt. Von dieser Seite aus kann die komplette Außenkontur und alle Bohrungen hergestellt werden.
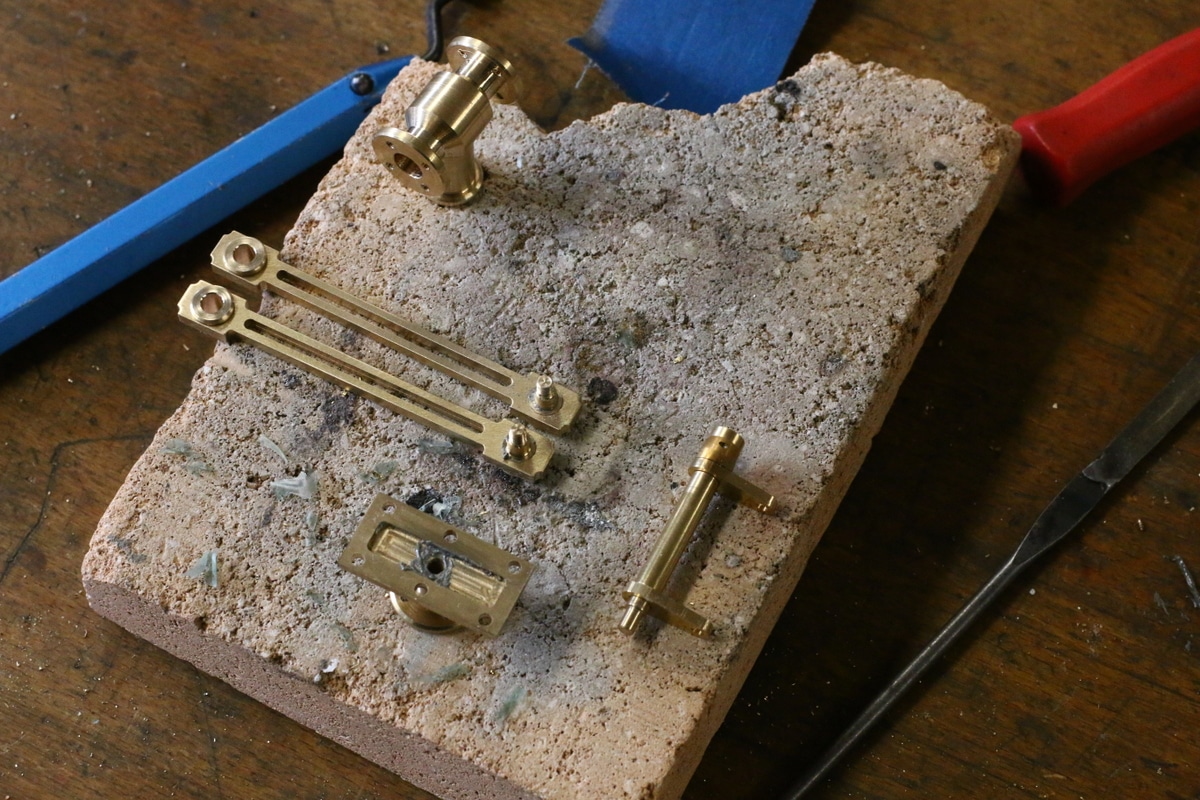
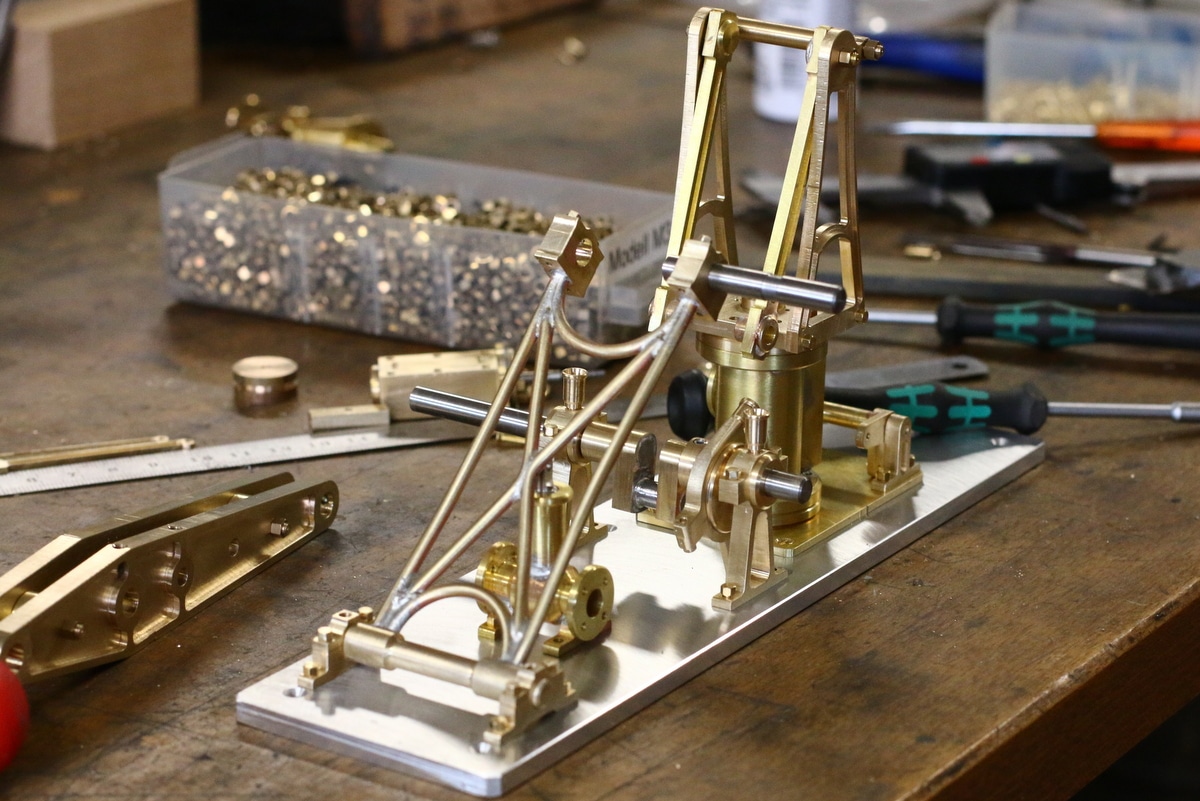
Einige Teile müssen noch mit Weichlot verlötet werden. Achten Sie bei den Balancier Hebeln auf die richtige Richtung der Buchsen und Bolzen.
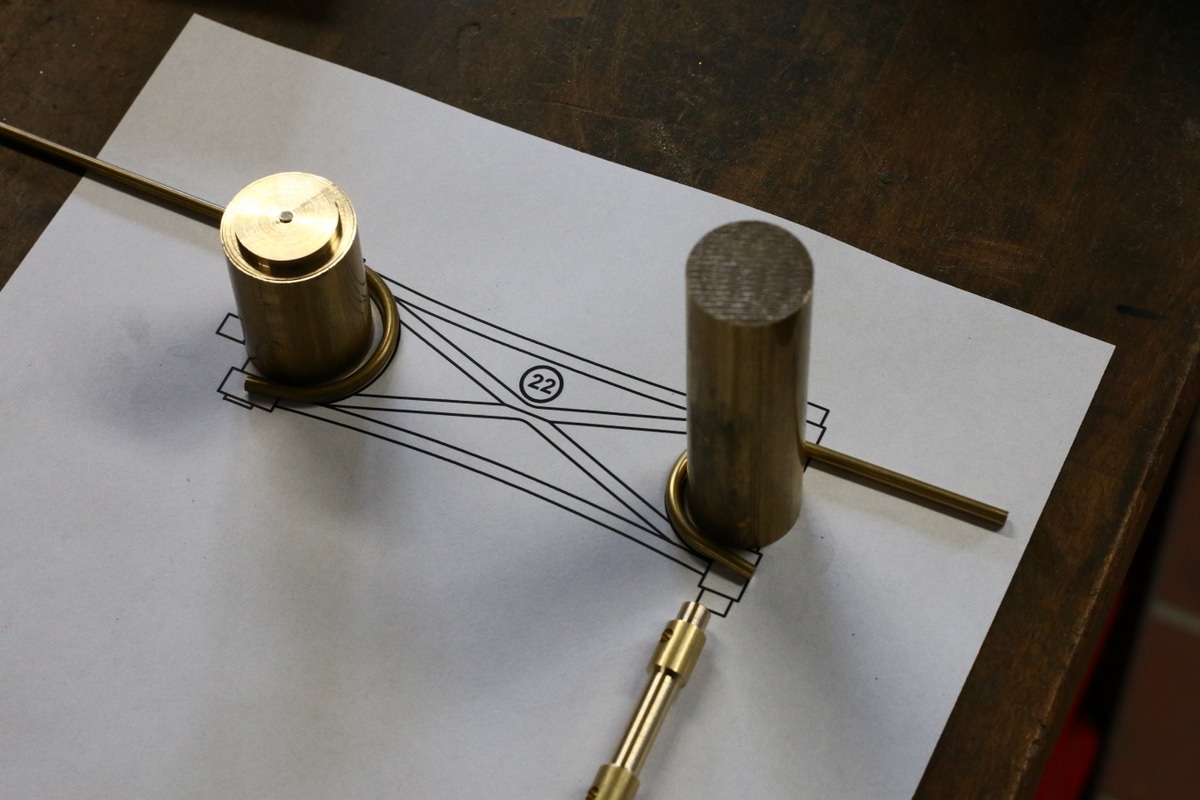
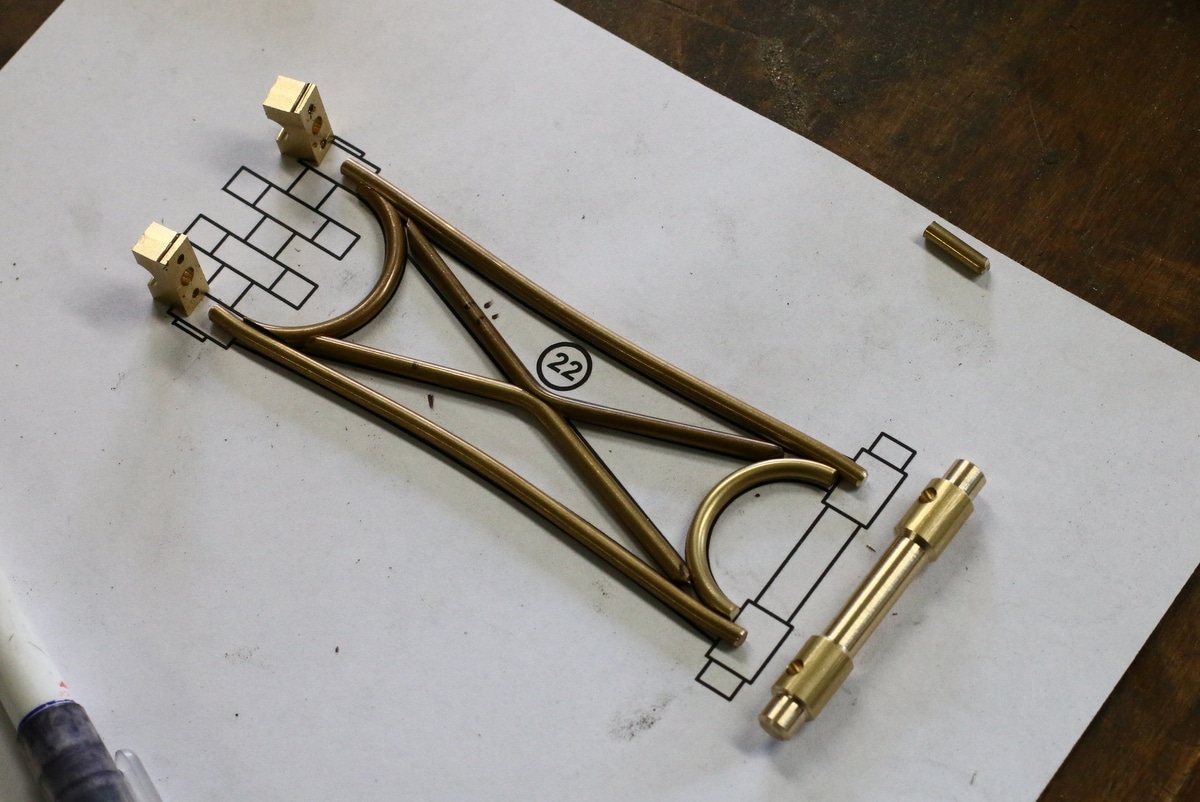
Die Teile für das Balanciergestell werden aus 3 mm Messingrund Material hergestellt. Das Rundmaterial für die Radien lässt sich auch ohne weichglühen sehr gut biegen. In der Zeichnung finden Sie eine 1 : 1 Darstellung des kompletten Gestells. Nach dieser Vorlage können alle Einzelteile hergestellt werden.
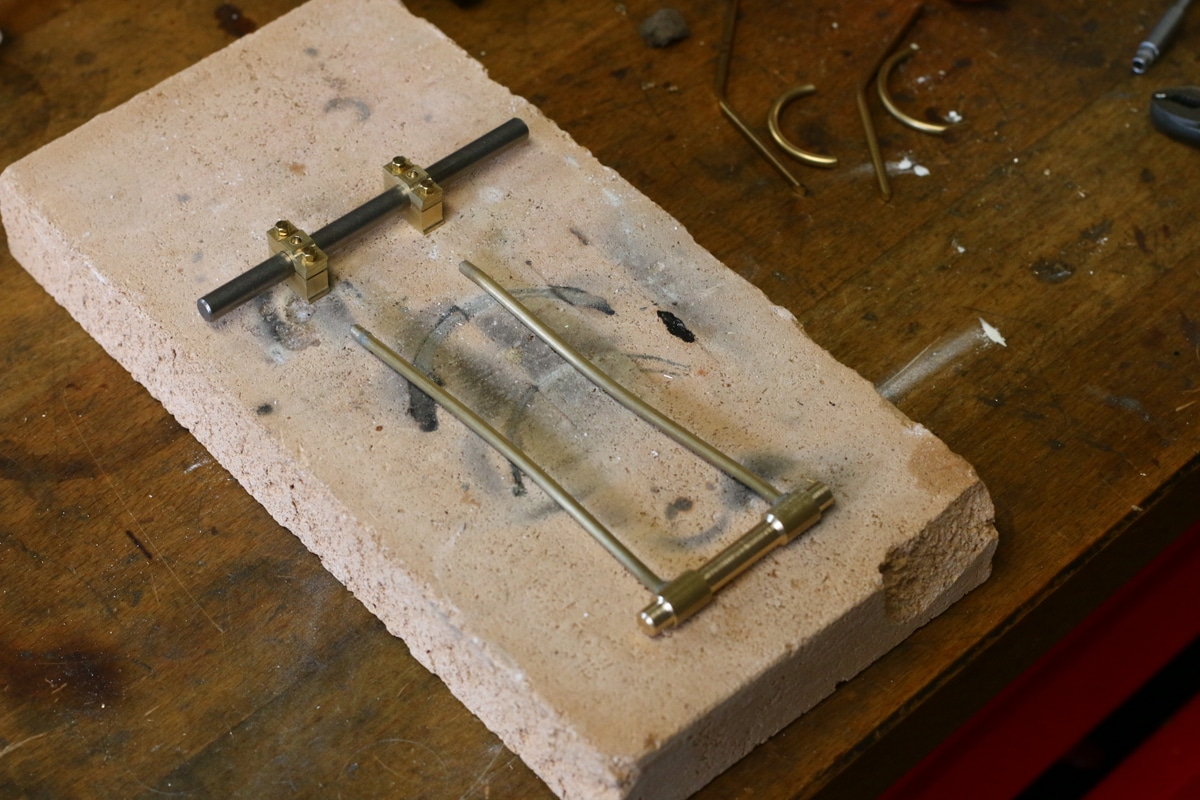


 Alle Einzelteile werden auf einem Lötziegel aufgebaut und mit Weichlot und Verzinnungspaste ein gepinselt. Die beiden Gelenksstücke werden durch eine 6 mm Edelstahlwelle parallel gehalten. Die Edelstahlwelle wird später für den Pumpenplunger verwendet. Die Edelstahlwelle hat den Vorteil dass sich Weichlot damit nicht verbindet.
Alle Einzelteile werden auf einem Lötziegel aufgebaut und mit Weichlot und Verzinnungspaste ein gepinselt. Die beiden Gelenksstücke werden durch eine 6 mm Edelstahlwelle parallel gehalten. Die Edelstahlwelle wird später für den Pumpenplunger verwendet. Die Edelstahlwelle hat den Vorteil dass sich Weichlot damit nicht verbindet.

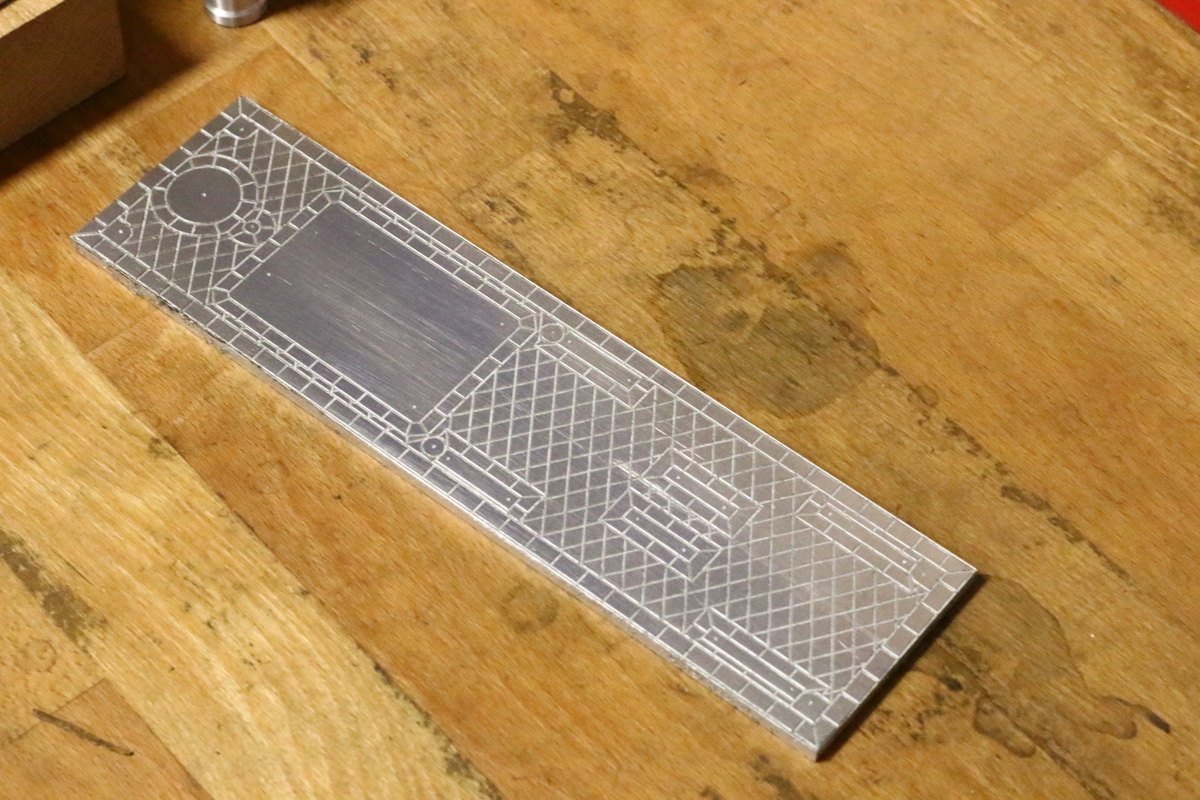 Die Grundplatte liegt bereits graviert dem Bausatz bei. Alle Bohrungen sind vorzentriert und müssen noch gebohrt und mit einem Kegelsenker gesenkt werden.
Die Grundplatte liegt bereits graviert dem Bausatz bei. Alle Bohrungen sind vorzentriert und müssen noch gebohrt und mit einem Kegelsenker gesenkt werden.


Um die Fugen mehr hervorzuheben habe ich die komplette Platte schwarz lackiert. Anschließend lässt sich die obere Lackschicht sehr gut abschleifen. Dadurch kommen die Fugen sehr gut zur Geltung.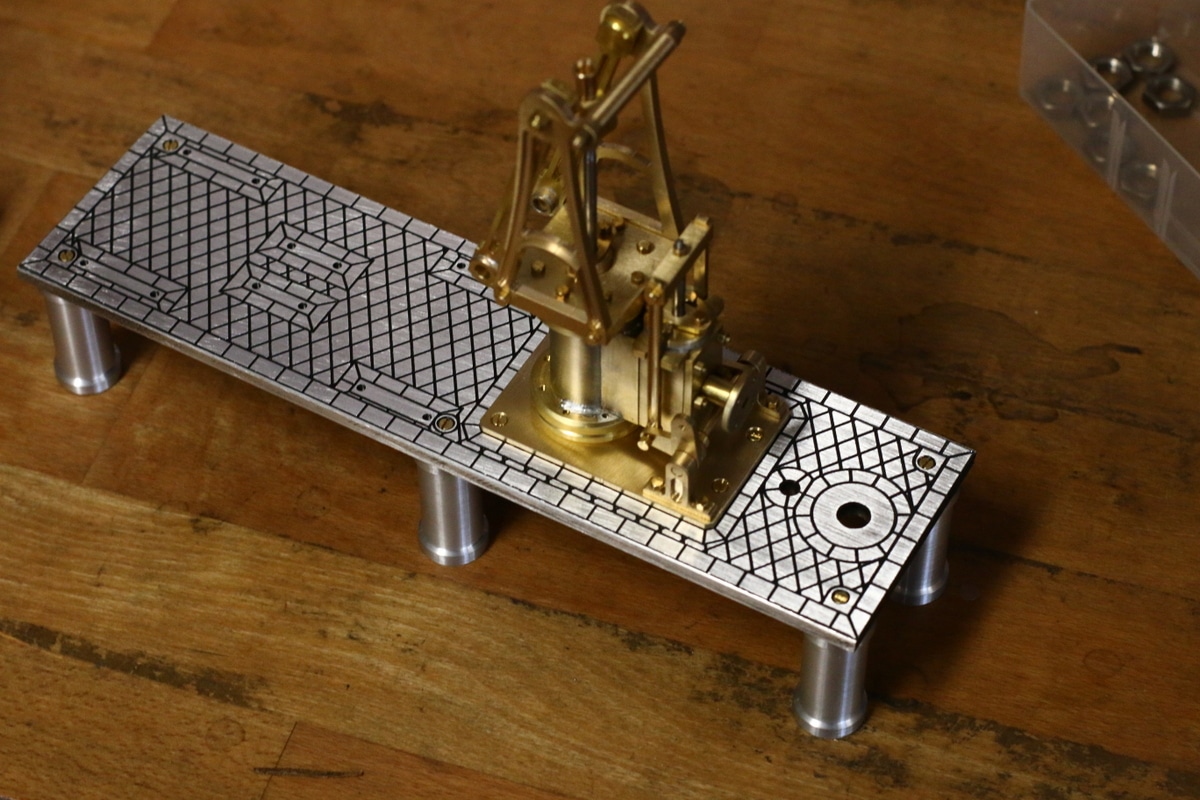
Nach dem die Säulen aus Aluminium Rundmaterial auf der Drehbank hergestellt wurden können jetzt alle Baugruppen auf die gravierte Grundplatte montiert werden.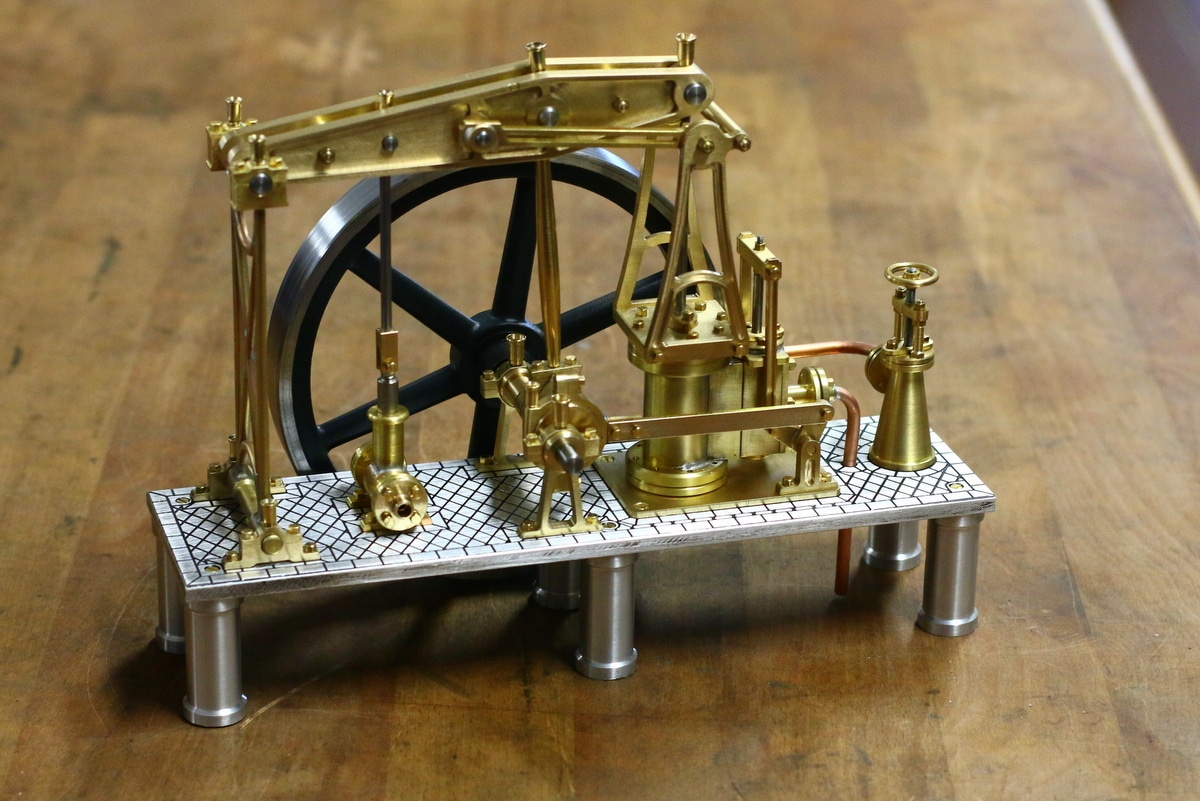
Jetzt ist die Grasshopper Dampfmaschine fertig. Dampfventil und Speisepumpe sind einsatzbereit. Den Materialbausatz können Sie direkt auf unserer Website bestellen. Hier finden Sie die Grasshopper Dampfmaschine.
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.

- Baubeschreibung für den Stirlingmotor „Laura 2“ - 18. Dezember 2025
- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023