Auf dieser Seite möchten wir Ihnen noch einmal mit Bild und Text den genauen Bau und die Montage des Hafenkrans Herkules zeigen. Wir haben von möglichst vielen Bauschritten Fotos gemacht um eventuell auftauchende Fragen zu beantworten.
Hier finden Sie den Kran in unserem Online Shop Materialbausatz Hafenkran Herkules

Die Seitenwangen sind bereits fertig ausgefräst. Eine Seitenwange besteht aus einem Oberteil einem Mittelteil und einem Unterteil. Die Seitenwangen bekommen von uns eine gefräste Aussparung, dadurch verzieht sich das Material etwas. Man sollte also damit beginnen, die Seitenwangen auf einer glatten Oberfläche zu richten. Das Teil 3 wird wie auf der Zeichnung zu sehen, mit der Feile bearbeitet, sodass der Bund sich in die Tasche von Teil 1 und 2 einschieben lässt.

Die Seitenwangen werden mit einer M2×5 Modellbauschraube fixiert, ausgerichtet und anschließend verlötet. Alle Bohrungen die in der Zeichnung mit H7 bemaßt sind, werden noch einmal auf das passende Maß aufgerieben. In die rechte Wange wird im unteren Bereich eine Bohrung für ein M3 Gewinde gebohrt. In dieser Bohrung wird später der Bremshebel befestigt.



Die Gleitlagerbuchsen werden aus den jeweilig beiliegendem Messing Rundmaterial hergestellt. Der Außendurchmesser sollte einige hundertstel Übermaß sein, sodass man die Buchsen anschließend mit leichtem Druck einpressen kann.
Die Verbindungsstreben werden aus dem beiliegenden Automatenstahl Rundmaterial hergestellt. Es liegt sowohl 16 mm als auch 20 mm Automatenstahl bei.


Die Strebe aus 20 mm Automatenstahl wird zuerst auf der Drehbank bearbeitet. Wenn die Außenkontur fertiggestellt ist, bekommt der 20 mm Durchmesser 2 Flächen, sodass das Bauteil eine Höhe von 8 mm hat. Diese Flächen können entweder gesägt und gefeilt werden oder falls vorhanden mit einer Fräsmaschine bearbeitet werden. Zum Schluss wird mittig in die Säule eine 8H7 Bohrung gebohrt.

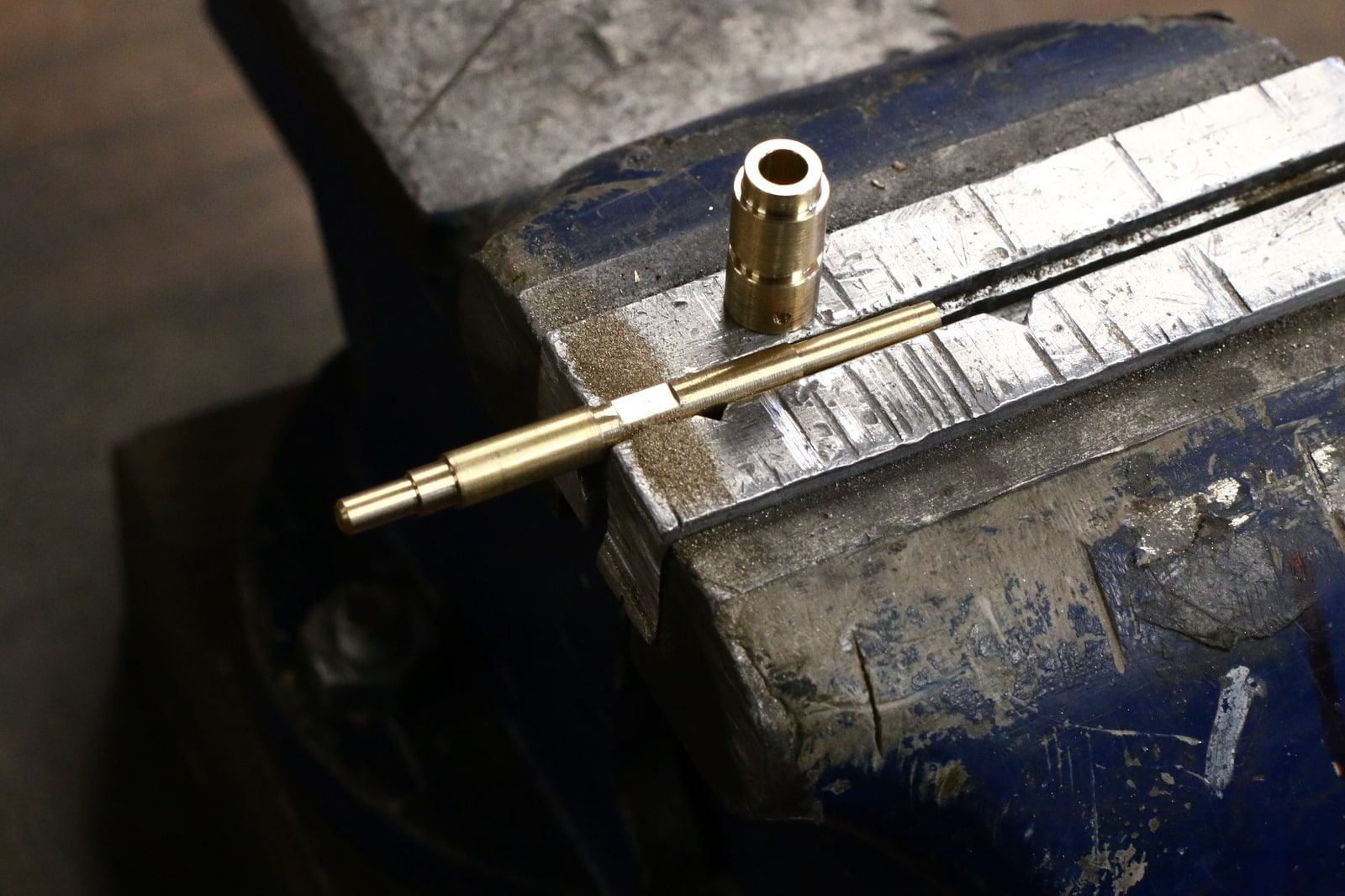
Die Säule wird ebenfalls aus 20 mm Automatenstahl auf der Drehmaschine hergestellt. Um diese Achse dreht sich später der Kran. Teil 9 sollte auf dem unteren 8 mm Bund leichtgängig laufen, auf dem oberen 6 mm Bund, sollte das Teil 10 leichtgängig laufen.



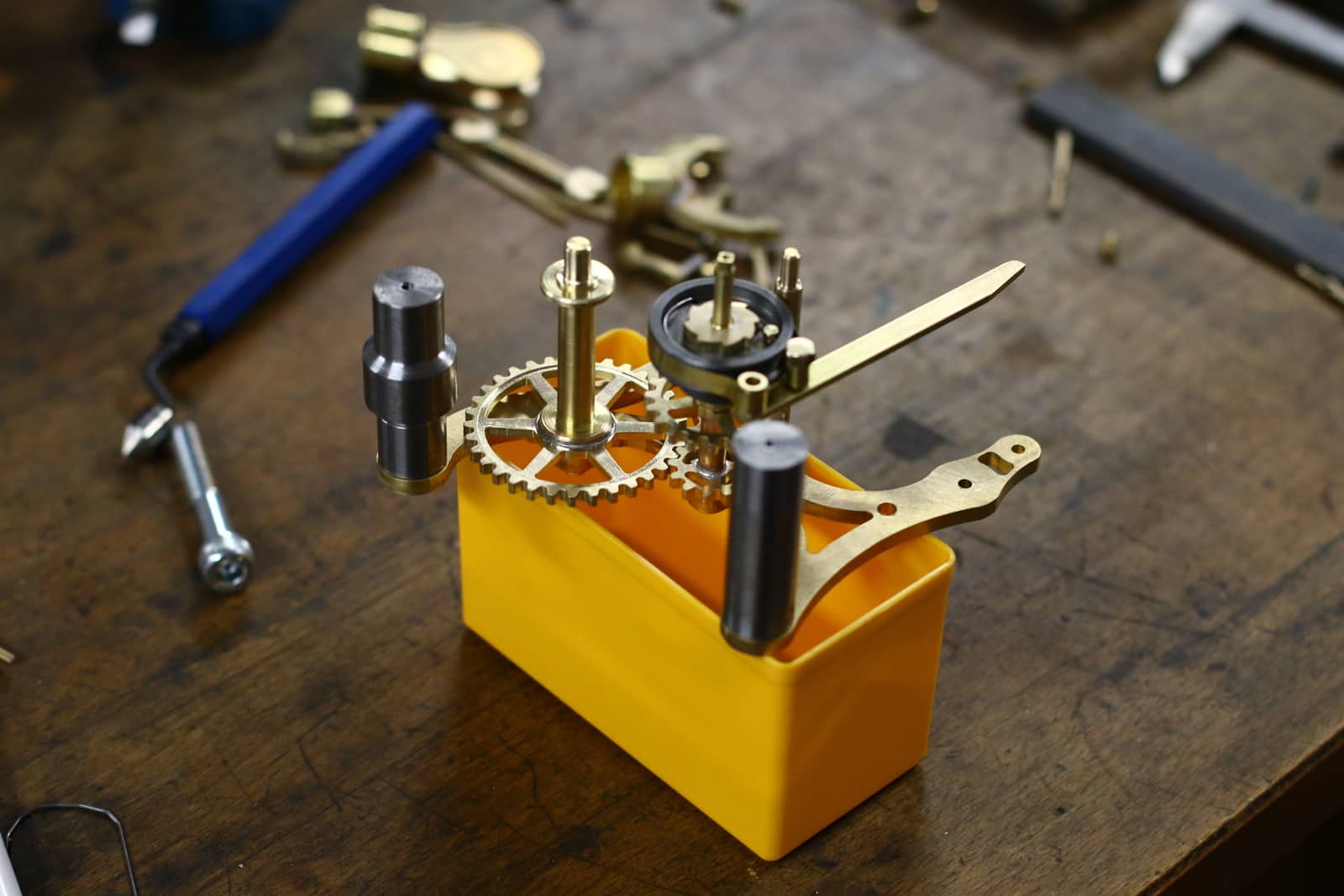
Das Zahnrad ist bereits fertig gefräst und gebohrt Sie können das Zahnrad als Bohrschablone verwenden um die Bohrungen auf die Drehsäule Teil 8 zu übertragen. Im Anschluss wird das Zahnrad mit M2 × 8 Senkkopfschraube an der Drehsäule befestigt.

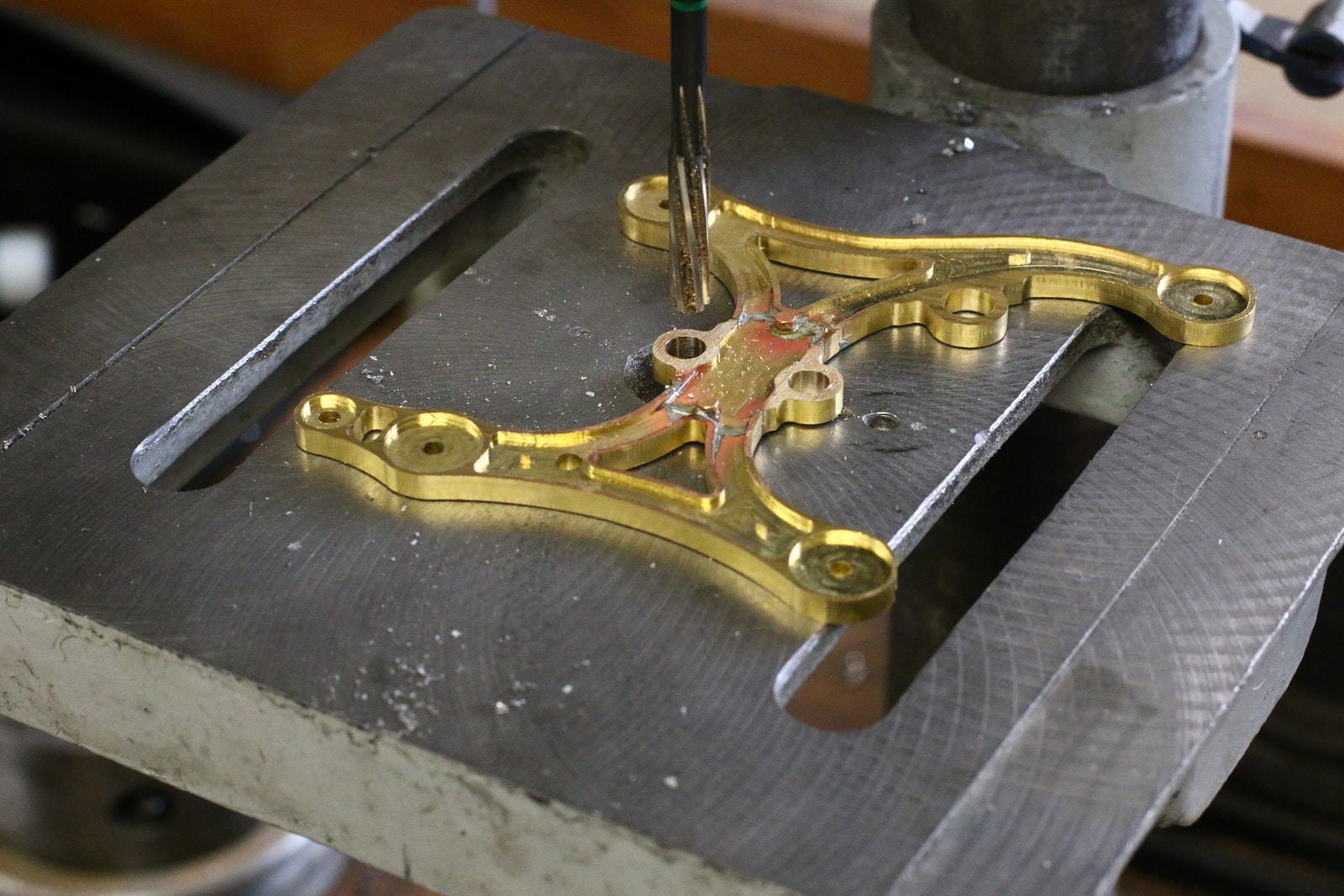
Die Aufnahmenstrebe ist bereits fertig gefräst und bekommt noch 3 Bohrungen. Durch die 2,2 mm Bohrung wird sie mit einer M2 x 5 Modellbauschraube mit der Auslegeraufnahme Teil 14 verbunden. So fixiert, können beide Teile anschließend weich verlötet werden. Dazu bestreichen wir zuerst die zu verlötenden Flächen mit Weichlotverzinnungspaste und geben später beim Löten noch etwas normales Weichlot hinzu

In diesen Aufnahmen aus Messing 20 mm Rundmaterial wird später der Holzbalken eingeschoben, Beide Aufnahmen verfügen über eine M2 Bohrung, in die bei der Montage eine M2x5 Modellbauschraube zur Fixierung des Kranbalkens eingeschraubt wird. Der Kranbalken wird nicht gebohrt Die Schraube drückt sich in das Holz.

Das Frästeil sollte zuerst mit einem kleinen Gaslöter ausgeglüht werden. Anschließend wird der Hebel leicht gebogen. Der 3 mm Vierkant muss mit einer kleinen Vierkant Schlüsselfeile im Spannheft nachgearbeitet werden.




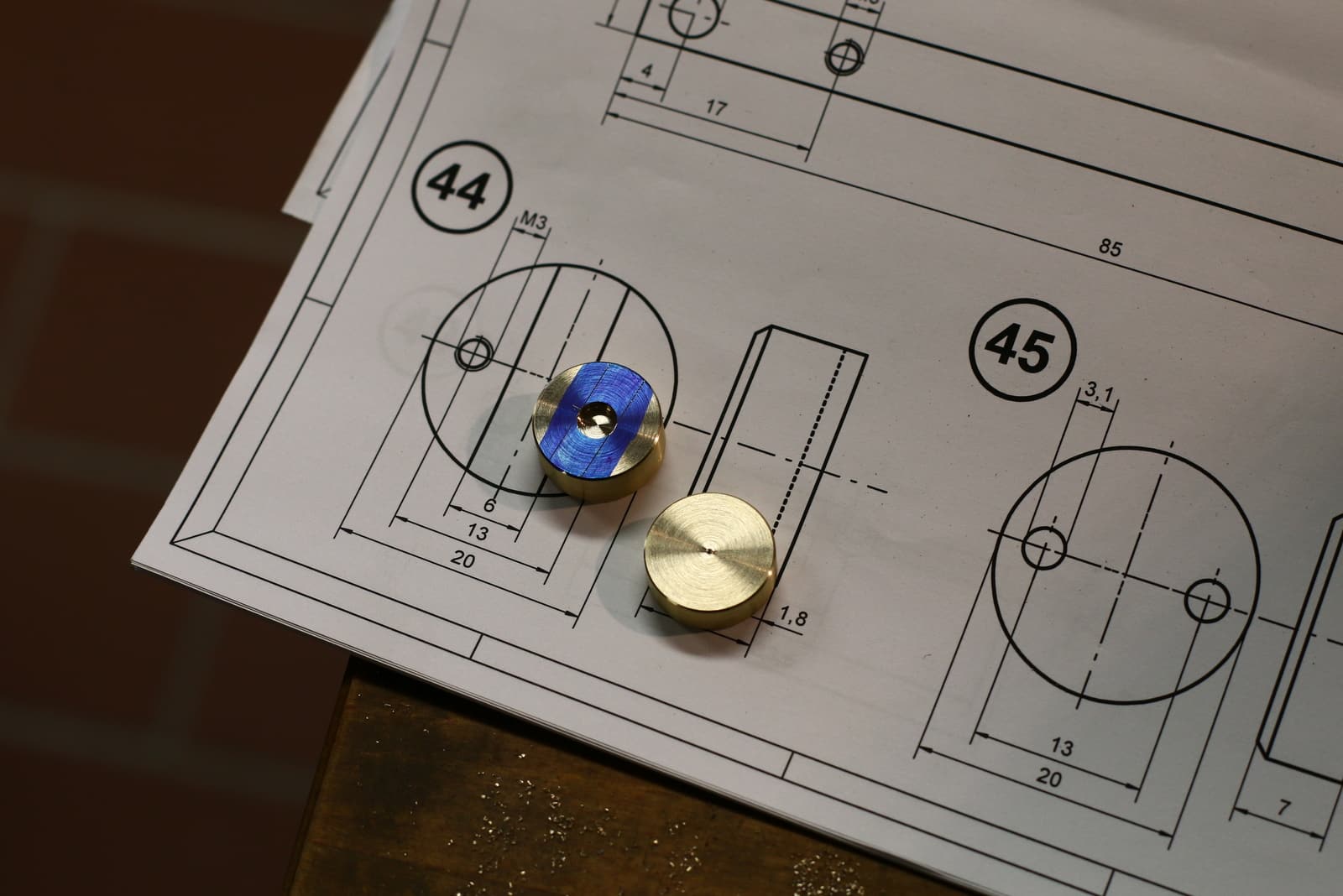
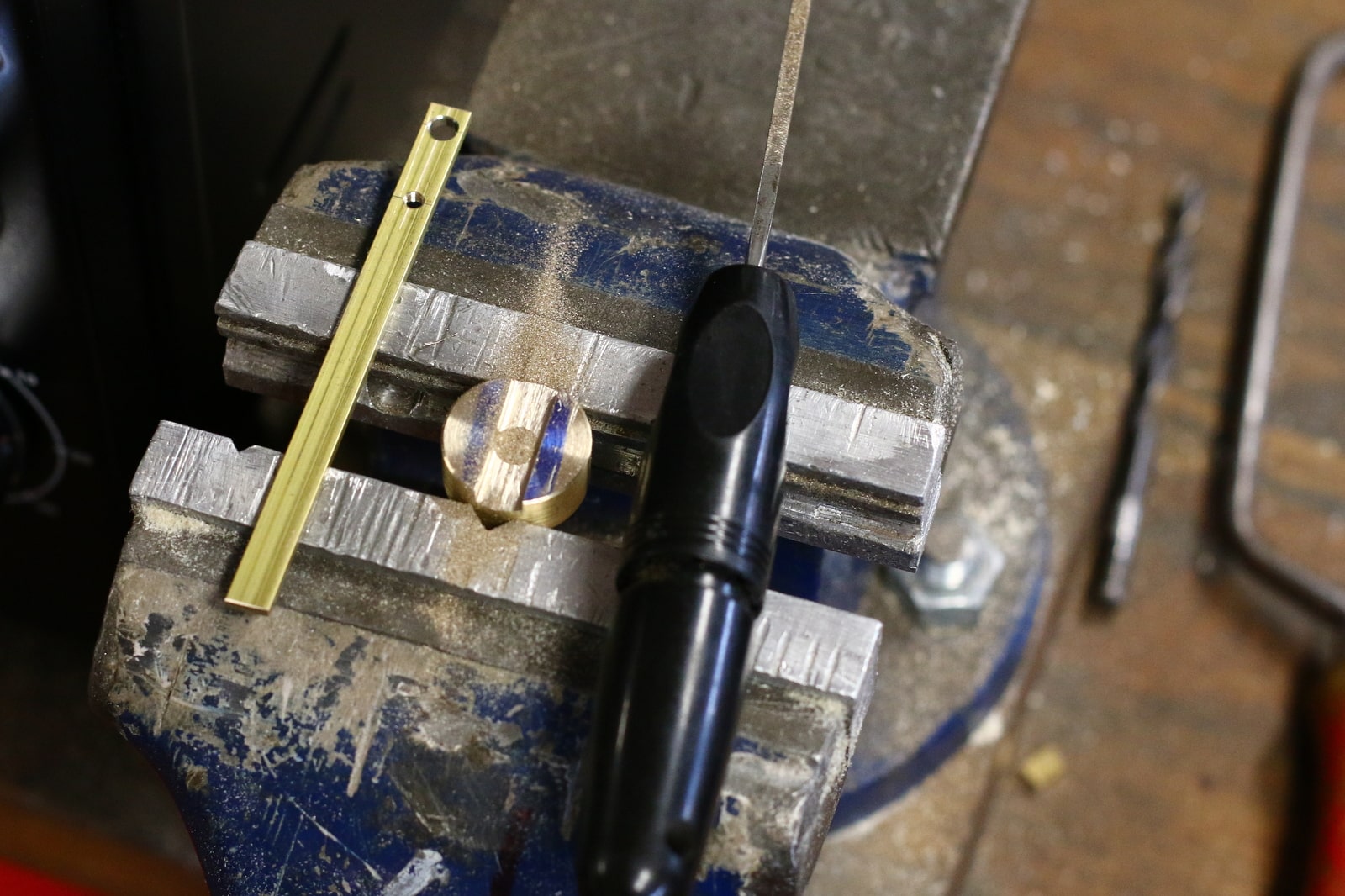
Die beiden Teile werden aus Messing Rundmaterial hergestellt in Teil 44 wird eine 1,8 mm tiefe Nut gefeilt. Werden beide Teile werden miteinander verschraubt und klemmen dann auf dem Bremshebel, sodass das Gewicht fixiert ist.


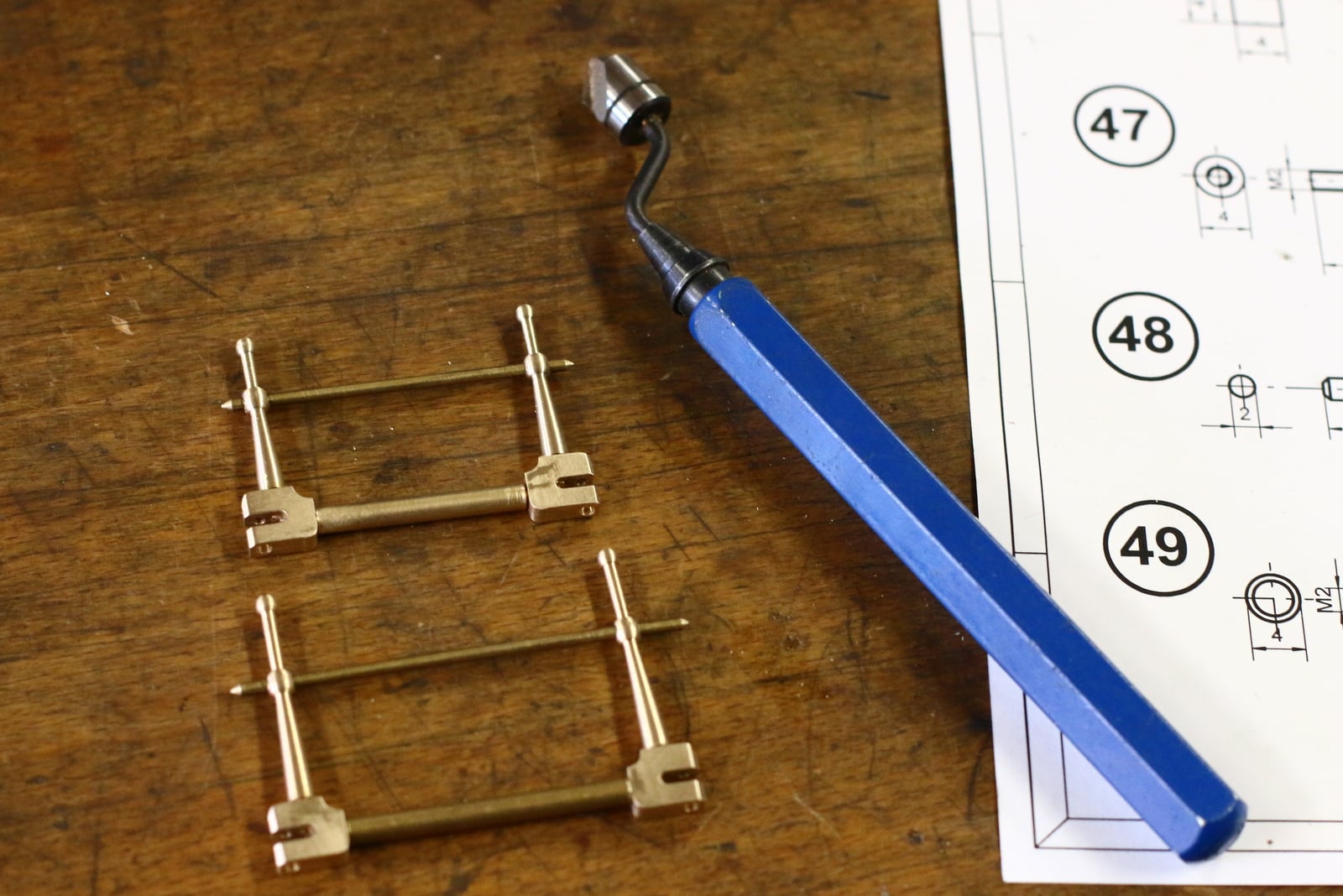
Die Klemmblöcke liegen als Frästeil bei und müssen noch gebohrt werden. Die Klemmblöcke werden später auf die Haltebänder aufgeschoben und mit einer M2 x 10 Schraube gespannt sodass die Kettenführung fixiert ist.
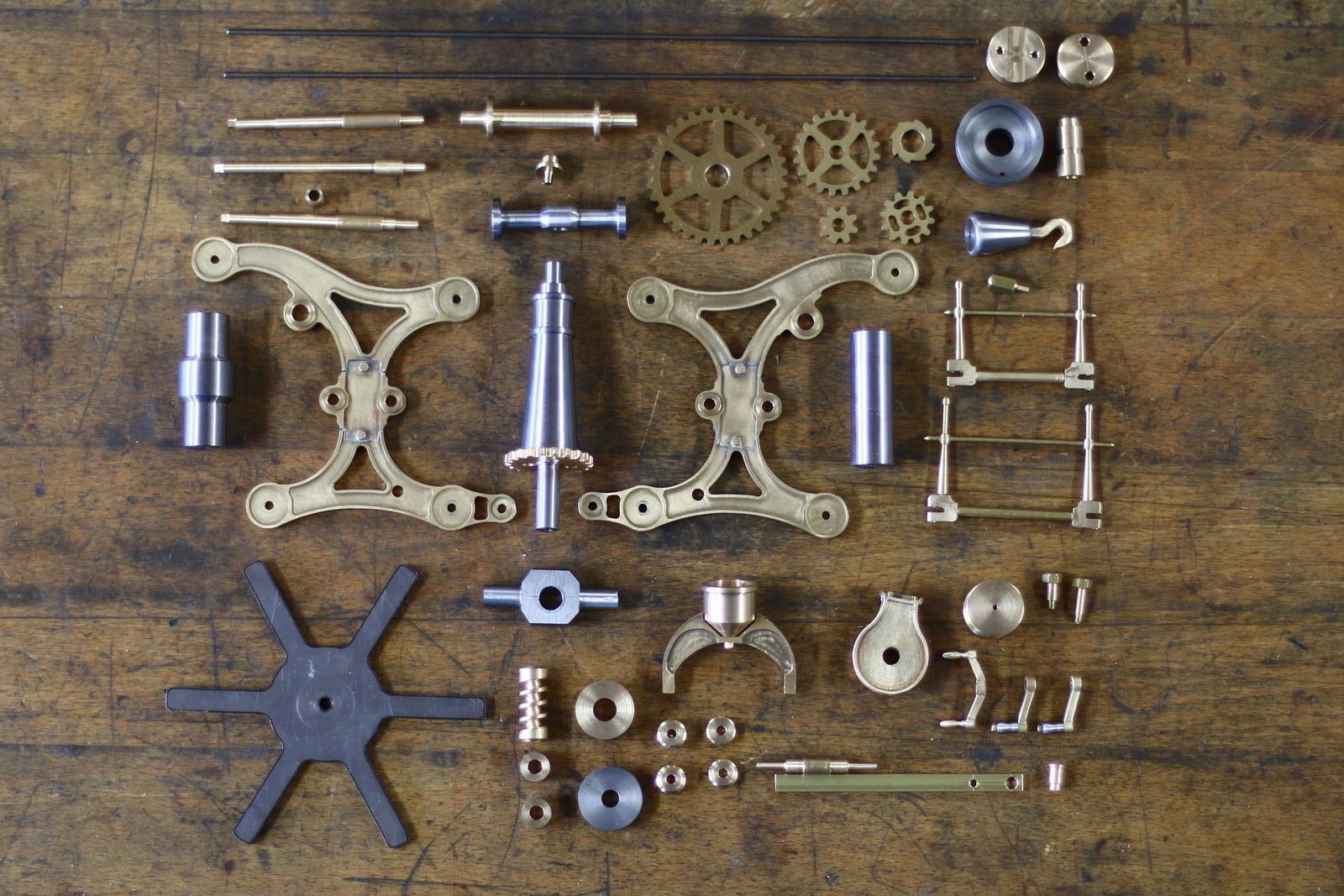
Alle Teile vom Hafenkran Herkules sind fertig bearbeitet und können jetzt montiert werden.

Die Kettenspindel besteht aus Messing und wird auf der Drehmaschine hergestellt. Auf diese Spindel wird später das große Zahnrad Teil 24 mit Weichlot aufgelötet. Die M2 Gewindebohrung dient zur Befestigung der Kette. Die Kette wird mit einer M2x5 Schraube befestigt. Bei allen Getriebewellen ist das Maß 44 mm entscheidend. Das ist das zwischen Maß zwischen den beiden Wangen.


Alle Zahnräder werden von uns ausgefräst. An einem Zahn befindet sich produktionsbedingt ein kleiner Zapfen der beim Fräsen nicht bearbeitet werden kann. Dieser Zapfen sollte vorsichtig abgefeilt oder geschliffen werden. Anschließend reiben Sie die Zahnräder auf die in der Zeichnung beschriebene Größe auf.



Das Bremsband wird aus 0,5 mm Messingblech hergestellt. Zuerst wird beim Bremsband die erste Öse mit einer Rundzange gebogen. Anschließend den Beginn der 2. Öse mit einem Filzstift markieren. Dem Zwischenbereich zwischen den beiden Ösen mit einem kleinen Brenner ausglühen. Durch das Ausglühen legt sich das Bremsband besser um die Bremstrommel. Zum Schluss kann die 2. Öse gebogen werden.

Die Bremstrommel wird aus dem beiliegenden 30 mm Grauguss Material hergestellt. Stellen Sie zuerst die Außenkontur auf der Drehbank her. In der 5 mm Aussparung am äußeren Durchmesser läuft später das Bremsband Teil 38. Passen Sie die Nut so an das, dass Bremsband sauber hineinpasst. Anschließend wird die innere Aussparung 25 × 3 hergestellt. Die M2 Gewindebohrung am kleinen Bund muss genau mit der Nut vom Teil 38 Fluchten. Die 2. Gewindebohrung in der inneren Aussparung wird erst nach der Montage der Sperrklinke gebohrt.
Die Sperrklinke besteht aus 0,8 mm Federstahldraht. Sie wird bereits vorgebogen von uns gelieferten. Der 4,8 mm Arretierungshaken und die Klinke muss von Ihnen noch gebogen werden. Im Anschluss legen Sie das Bauteil in die Bremstrommel ein und markieren Sie die Stelle an der die Sperrklinke mit einer M2x 5 mm Schraube fixiert wird. Anschließend Klinke entfernen und Bohrungen herstellen.

Die Bremstrommel wird benötigt, damit sich beim beladenen Kran die Kette nicht selbstständig abholt. Da man den Bremswiderstand beim Hochkurbeln umgehen möchte, ist in der Bremstrommel ein Sperrrad mit Sperrklinke eingebaut. Beim Hochkurbel des Hakens, muss die Sperrklinke immer wieder in das Sperrrad einrasten und die Bremstrommel steht still. Beim runterkurbeln dreht sich die ganze Bremstrommel und der Bremswiderstand muss überwunden werden. Der Widerstand kann durch Verschieben des Gewichts auf dem Bremshebel verändert werden.

Das Schneckenzahnrad wird fertig gefräst geliefert. Das Zahnrad muss noch auf die passende Länge von 26 mm gebracht werden und anschließend mit einer 4 mm Bohrung versehen werden. Das Schneckenrad wird bei der Montage mit der Welle 27 verlötet oder verklebt.

Auch bei dem Hafenkran ist es wichtig, dass alle beweglichen Teile leicht laufen. Bei dem Getriebewellen ist das Maß 44 besonders wichtig. Das ist das Zwischenmaß zwischen den beiden Wangen. In der Zeichnung ist eine Toleranz von -0,1 bis -0,2 angegeben das ist entscheidend damit die Wellen nicht zwischen den beiden Wangen klemmen. Auch der Durchmesser der Welle im Bereich der Gleitlagerbuchen darf etwas kleiner sein als in der Zeichnung angegeben. Je leichter die Wellen miteinander laufen umso schöner funktioniert der Kran.
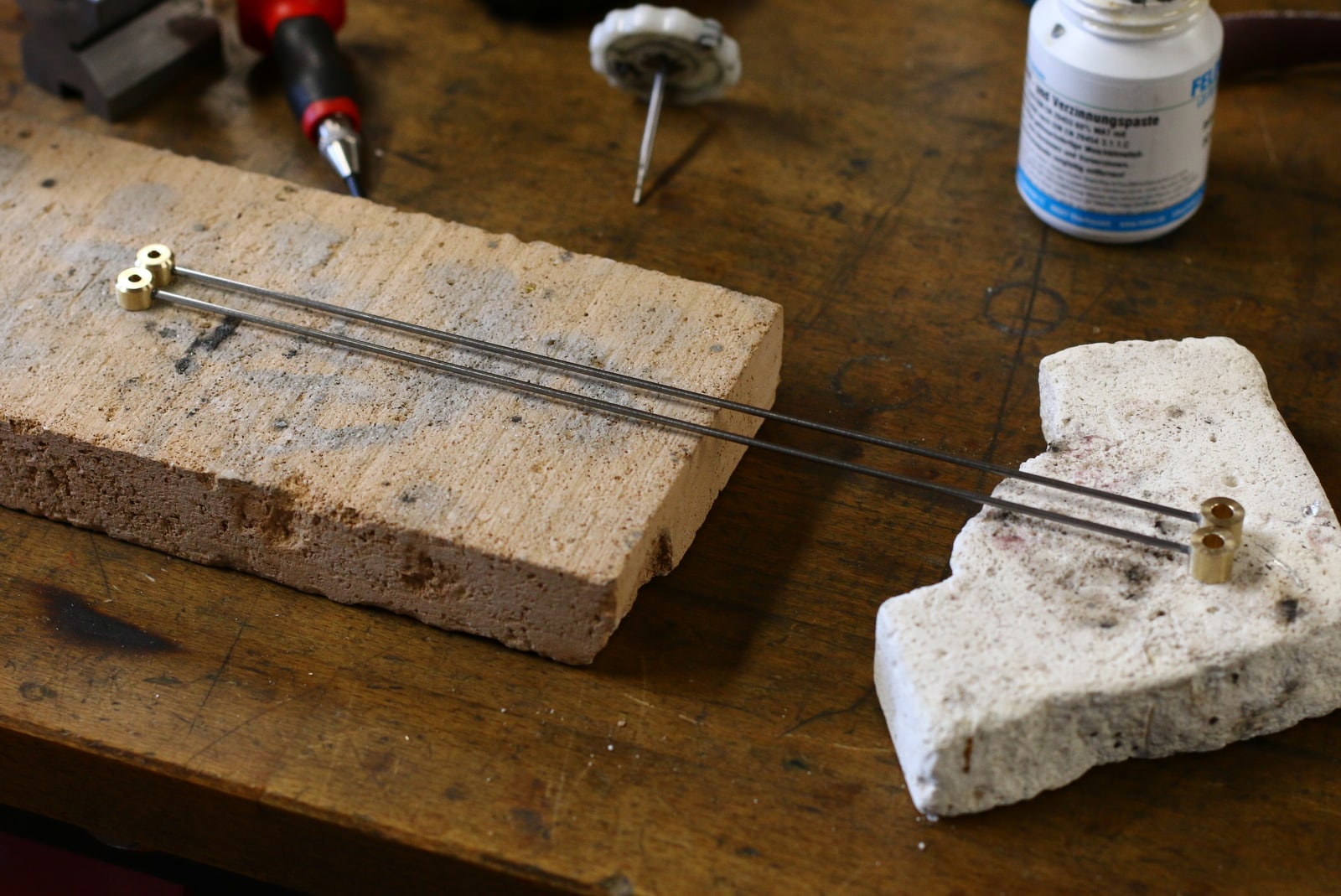
Die Haltebänder für den Kran werden leicht gebogen.Die Baubericht fertig

Die Aufnahme wird auf der Drehbank hergestellt. Die Kette des Krans wird in das 3,2 mm Loch eingeschoben und mit Weichlot verlötet.
Hier finden Sie den Kran in unserem Online Shop Materialbausatz Hafenkran Herkules
Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an Drittanbieter weitergegeben werden.

- Baubeschreibung für den Stirlingmotor „Laura 2“ - 18. Dezember 2025
- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023