Baubeschreibung für den Stirlingmotor „Laura 2“
Auf dieser Seite finden Sie eine Baubeschreibung für den Stirlingmotor „Laura 2“. Der Materialbausatz Laura 2 ist die konsequente Weiterentwicklung unseres Klassikers Stirlingmotor Laura aus dem Jahr 2007. Nachdem die ursprüngliche Konstruktion im Jahr 2025 bereits 18 Jahre alt wurde, haben wir uns dazu entschieden, den Motor konstruktiv zu überarbeiten und gezielt zu optimieren. In […]
Entwicklung Stirlingmotor ähnlich Lehmann
Auf diesen Seiten können Sie verfolgen wie unser neuer Materialbausatz entwickeln. Der Aufbau und das Zusammenspiel der Hebel hat mich bei dem Lehmann Stirlingmotor schon immer fasziniert. Darum möchte ich Ihnen den Motor in Zukunft gerne ebenfalls als Materialbausatz anbieten. Die Original Konstruktion ist von Wilhelm Lehmann aus dem Jahre 1867 und wurde mit einer […]
Baubeschreibung Funkenfänger Schweiß Bausatz
Auf dieser Seite finden Sie sowohl ein Video, als auch eine kurze Baubeschreibung für den Funkenfänger Schweiß Bausatz aus Metall von Bengs Modellbau. Video mit ausführlicher Baubeschreibung Funkenfänger Schweiß Bausatz Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten […]
Baubeschreibung Zyklon Schweiß Bausatz
Auf dieser Seite finden Sie sowohl ein Video, als auch eine kurze Baubeschreibung für den Zyklon Schweißbausatz aus Metall von Bengs Modellbau. Video mit ausführlicher Baubeschreibung Zyklon Schweiß Bausatz Sie sehen gerade einen Platzhalterinhalt von YouTube. Um auf den eigentlichen Inhalt zuzugreifen, klicken Sie auf die Schaltfläche unten. Bitte beachten Sie, dass dabei Daten an […]
Inbetriebnahme und Betrieb des Vierzylindermotors Marc
Wenn der Bau und die Montage des Vierzylindermotors „Marc“ erledigt sind kommt die spannende Frage ob er auch wirklich laufen mag. Wenn der Motor frisch zusammengebaut ist gibt es einige Punkte die man vom ersten Betrieb beachten sollte. Ich werde hier auf alle möglichen Umstände und Einflüsse eingehen. Wenn Sie bereits einen Marc haben und […]
Montage 4-Zylindermotor Marc
Wenn alle Teile für den 4-Zylindermotor Marc hergestellt sind, kann mit der Montage begonnen werden. Wir haben dazu ein Video erstellt, in dem ich den kompletten Motor montiere. Die Kurbelwelle Motor Gehäuse Montage der Nockenwelle Montage Zylinderkopf Die Wasserpumpe Der Kühler Kühlwasserleitung Steuerzeit einstellen Abdeckungen und Ölwanne Zündung
Baubericht 4 Zylinder Verbrennungsmotor Marc
Auf dieser Seite finden Sie einen ausführlich bebilderten Baubericht für den Vierzylinder Verbrennungsmotor Marc Materialbausatz von Bengs Modellbau. Bei diesem Motor handelt es sich um einen Vierzylinderreihenmotor. Die Ventile werden über Kipphebel, Stoßstangen und eine unten liegende Nockenwelle angesteuert. Dem Materialbausatz von Bengs Modellbau liegen alle benötigten Teile bei. Es wird ausschließlich eine Drehmaschine, Bohrmaschine […]
Bandschleifer BS1500 Umbau auf 2000mm x 50mm
Wir wurden bereits des öfteren gefragt ob auf unseren Bandschleifer BS 1500 auch längere Schleifbänder passen. Die Konstruktion des Bandschleifer ist so das er mit 1500 mm x 50 mm Schleifbänder betrieben wird. So bestückt passt er sehr gut auf eine kleine Werkbank mit ca. 60 cm Tiefe. In dieser Bauweise kann man Schleifbänder bis […]
Baubericht Exzenterpresse Nils

Hier finden Sie den Baubericht zur Exzenterpresse Nils. Wie immer mit vielen Bildern und Tips. Der Materialbausatz für das Antriebsmodell wird wie alle unsere Modelle mit allen benötigten Frästeilen, Schrauben und Rundmaterial für die Drehteile geliefert.
Bandschleifer BS1500 Baubericht
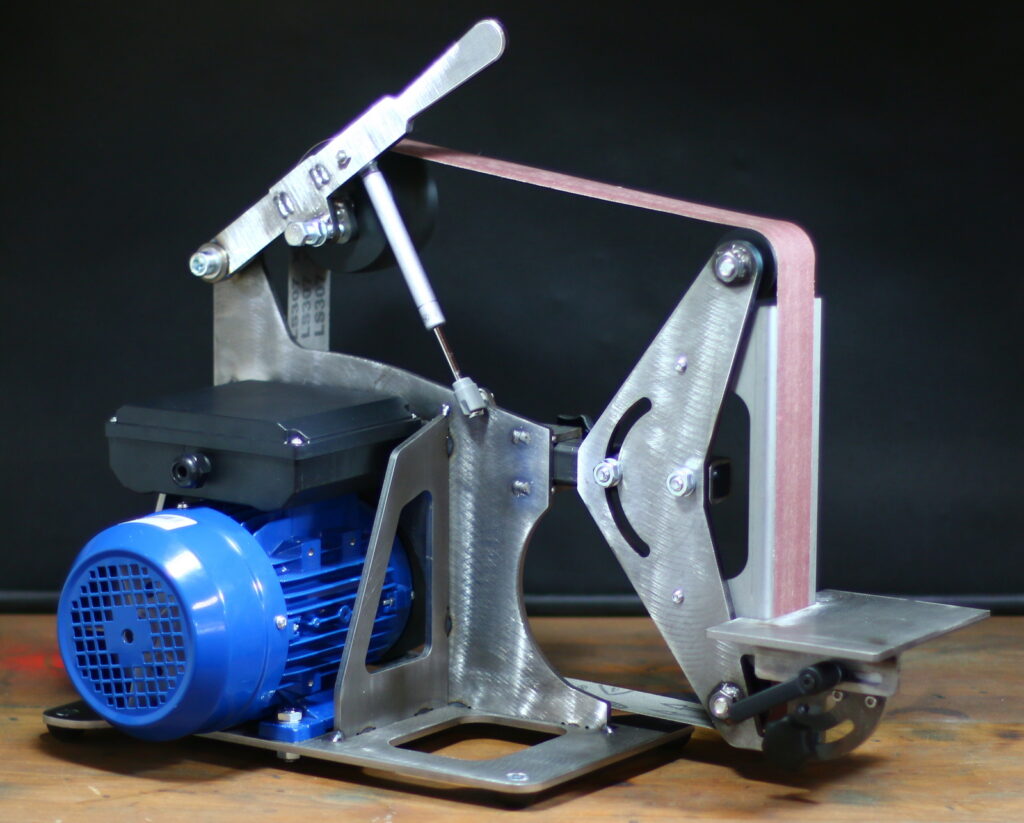
Hier finden Sie einen Baubericht zu unserem Bandschleifer BS 1500. Es handelt sich bei diesem Bandschleifer um einen Mittelgroßes stationäres Gerät für die Werkbank. Der Bandschleifer hat 1500 × 50 mm Schleifband. Das Gerät eignet sich sowohl zum Schleifen von Messern als auch für Allgemeine Arbeiten in der Schlosserei. Wir bitten das Gerät ausschließlich als […]