Baubeschreibung für den Stirlingmotor „Laura 2“
Auf dieser Seite finden Sie eine Baubeschreibung für den Stirlingmotor „Laura 2“. Der Materialbausatz Laura 2 ist die konsequente Weiterentwicklung unseres Klassikers Stirlingmotor Laura aus dem Jahr 2007. Nachdem die ursprüngliche Konstruktion im Jahr 2025 bereits 18 Jahre alt wurde, haben wir uns dazu entschieden, den Motor konstruktiv zu überarbeiten und gezielt zu optimieren. In […]
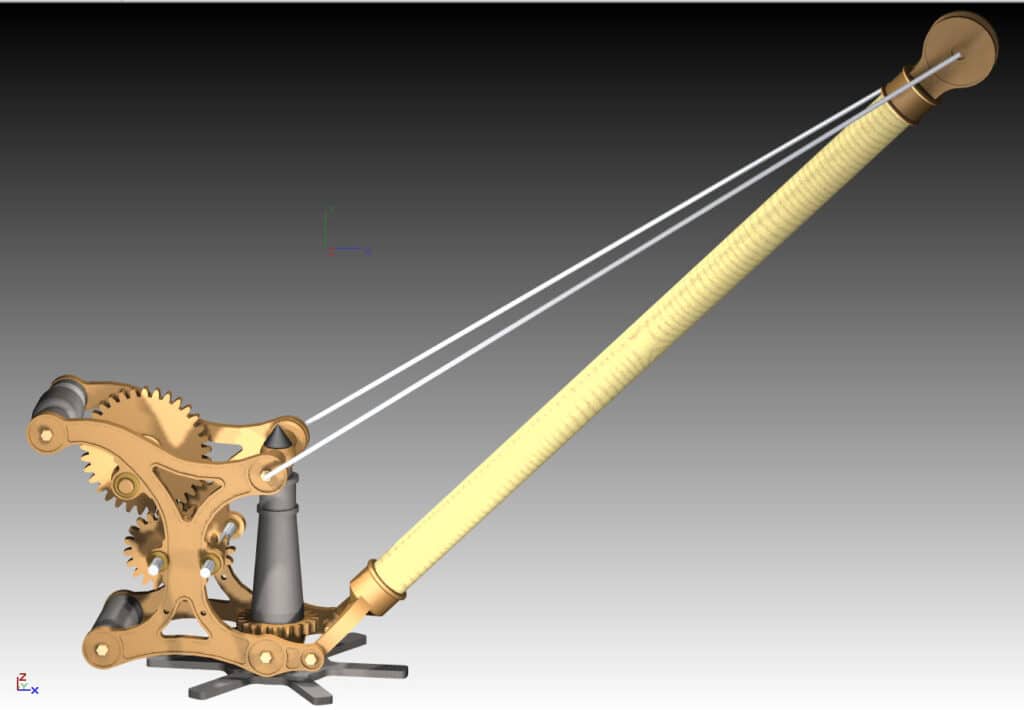
Entwicklung Stirlingmotor ähnlich Lehmann
Auf diesen Seiten können Sie verfolgen wie unser neuer Materialbausatz entwickeln. Der Aufbau und das Zusammenspiel der Hebel hat mich bei dem Lehmann Stirlingmotor schon immer fasziniert. Darum möchte ich Ihnen den Motor in Zukunft gerne ebenfalls als Materialbausatz anbieten. Die Original Konstruktion ist von Wilhelm Lehmann aus dem Jahre 1867 und wurde mit einer […]
Inbetriebnahme und Betrieb des Vierzylindermotors Marc
Wenn der Bau und die Montage des Vierzylindermotors „Marc“ erledigt sind kommt die spannende Frage ob er auch wirklich laufen mag. Wenn der Motor frisch zusammengebaut ist gibt es einige Punkte die man vom ersten Betrieb beachten sollte. Ich werde hier auf alle möglichen Umstände und Einflüsse eingehen. Wenn Sie bereits einen Marc haben und […]
Montage 4-Zylindermotor Marc
Wenn alle Teile für den 4-Zylindermotor Marc hergestellt sind, kann mit der Montage begonnen werden. Wir haben dazu ein Video erstellt, in dem ich den kompletten Motor montiere. Die Kurbelwelle Motor Gehäuse Montage der Nockenwelle Montage Zylinderkopf Die Wasserpumpe Der Kühler Kühlwasserleitung Steuerzeit einstellen Abdeckungen und Ölwanne Zündung
Baubericht 4 Zylinder Verbrennungsmotor Marc
Auf dieser Seite finden Sie einen ausführlich bebilderten Baubericht für den Vierzylinder Verbrennungsmotor Marc Materialbausatz von Bengs Modellbau. Bei diesem Motor handelt es sich um einen Vierzylinderreihenmotor. Die Ventile werden über Kipphebel, Stoßstangen und eine unten liegende Nockenwelle angesteuert. Dem Materialbausatz von Bengs Modellbau liegen alle benötigten Teile bei. Es wird ausschließlich eine Drehmaschine, Bohrmaschine […]
Entwicklung Materialbausatz 4 Zylinder Verbrennungsmotor
Auf diesen Seiten können Sie verfolgen wie unser neuer Materialbausatz entwickeln. Aufgrund der großen Beliebtheit unserer Verbrennungsmotoren möchten wir nun zum ersten Mal einen mehrzylindrigen Verbrennungsmotor konstruieren. Als Vorbild dient in diesem Fall ein Vierzylinder Holt Motor wie er Anfang des 20. Jahrhunderts Als Stationärmotor aber auch als Antriebsmotor für Ackerschlepper und Planierraupen verwendet wurde.
Baubericht Hafenkran Herkules

Auf dieser Seite möchten wir Ihnen noch einmal mit Bild und Text den genauen Bau und die Montage des Hafenkrans Herkules zeigen. Wir haben von möglichst vielen Bauschritten Fotos gemacht um eventuell auftauchende Fragen zu beantworten. Hier finden Sie den Kran in unserem Online Shop Materialbausatz Hafenkran Herkules Die Seitenwangen sind bereits fertig ausgefräst. Eine […]
Entwicklung Materialbausatz Hafenkran
Auf dieser Seite können Sie die Entwicklung unseres neuen Material Bausatzes Hafenkran verfolgen. Dieses Mal sind wir dabei ein, für uns etwas ungewöhnliches Modell zu entwickeln. Dieses Mal wird es keine Dampfmaschine oder Verbrennungsmotor. Eher zufällig bin ich auf ein schönes Foto eines alten Hafenkrans gestoßen der in Driffield East Yorkshire England steht. Glücklicherweise ließen […]
Baubericht Dampfmaschine Tobias
Auf dieser Seite finden Sie einen Baubericht für die Dampfmaschine Tobias der uns freundlicherweise von einem Kunden zur Verfügung gestellt wurde. Hier gehts zum Bausatz für die Dampfmaschine Tobias Bauzeit Dampfmaschine Tobias: März 2016 bis Juni 2020 29 Werkstatttage mit 6-8 Std. 150 Bauteile plus 163 Fixierungs- und Dichtmaterial Teil (Schrauben etc.) Daher besteht die […]
Baubericht Halbbalancier Dampfmaschine Grasshopper
Auf dieser Seite möchten wir Ihnen noch einmal mit Bild und Text den genauen Bau und die Montage der Halbbalancier Dampfmaschine Grasshopper zeigen. Wir haben von möglichst vielen Bauschritten Fotos gemacht um eventuell auftauchende Fragen zu beantworten.