Baubericht Halbbalancier Dampfmaschine Grasshopper
Auf dieser Seite möchten wir Ihnen noch einmal mit Bild und Text den genauen Bau und die Montage der Halbbalancier Dampfmaschine Grasshopper zeigen. Wir haben von möglichst vielen Bauschritten Fotos gemacht um eventuell auftauchende Fragen zu beantworten.
Baubericht stehende Dampfmaschine Leni mit Umsteuerung

Auf dieser Seite in unserem Bengs Modellbaumagazin einen ausführlichen Baubericht für die stehende Dampfmaschine Leni mit Umsteuerung. Wir haben versucht auf alle Besonderheiten beim Bau der Maschine sowohl im Bild als auch im Text einzugehen. Bei dem Bausatz für die Dampfmaschine ist wie bei allen unseren Materialbausätzen das Material für die Drehteile als Abschnitt im […]
Verbrennungsmotor Jonas Anbauteile
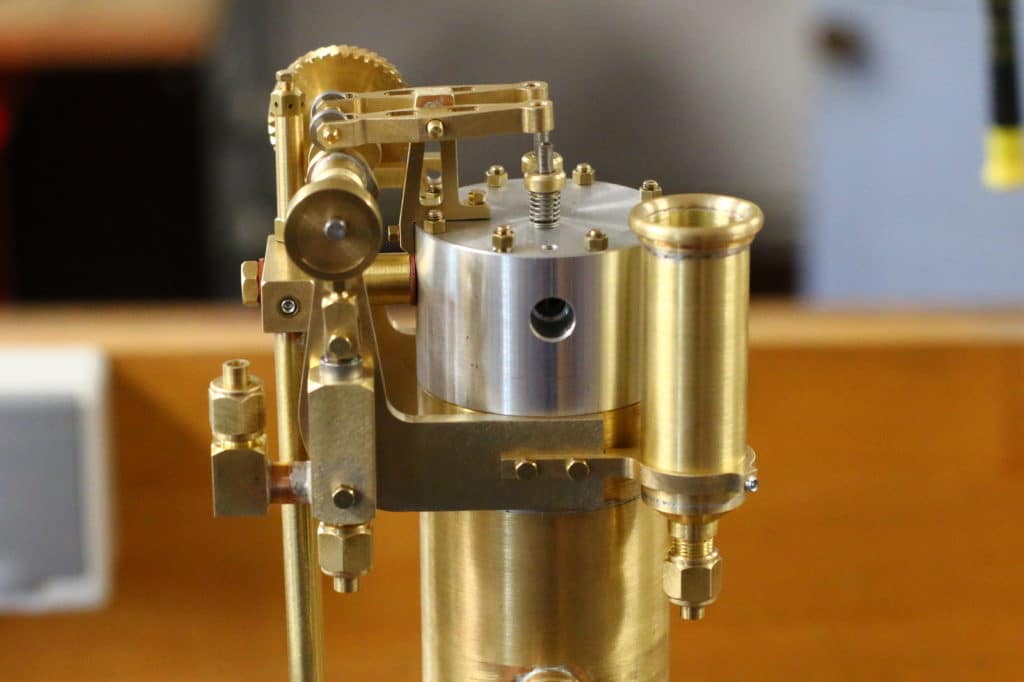
Auf dieser Seite beschäftigen wir uns mit dem Bau der Verbrennungsmotor Jonas Anbauteile . Wir gehen hier genauer auf die Benzinpumpe den Fliehkraftregler und den Vergaser ein. Außerdem finden Sie unten stehend noch eine Liste mit allen weiteren Baugruppen die hier behandelt werden. Auf dieser Seite gehen wir hauptsächlich auf die Fertigung der einzelnen Teile […]
Verbrennungsmotor Jonas Bauteile
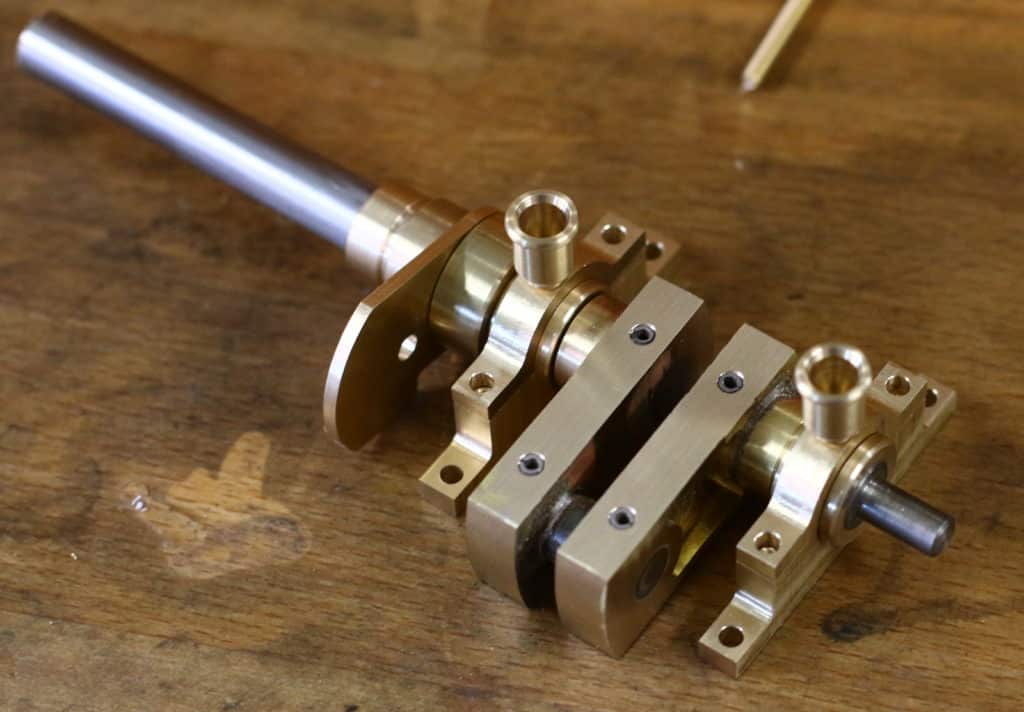
Auf dieser Seite beschäftigen wir uns mit dem Bau der Anbauteile für den Verbrennungsmotor Jonas. Wir gehen hier genauer auf die Kurbelwelle den Lagerböcke und den Kühlmantel ein. Außerdem finden Sie unten stehend noch eine Liste mit allen weiteren Baugruppen die hier behandelt werden. Auf dieser Seite gehen wir hauptsächlich auf die Fertigung der einzelnen Teile […]
Neuer Bausatz Ventilgesteuerte Dampfmaschine „Isabel“
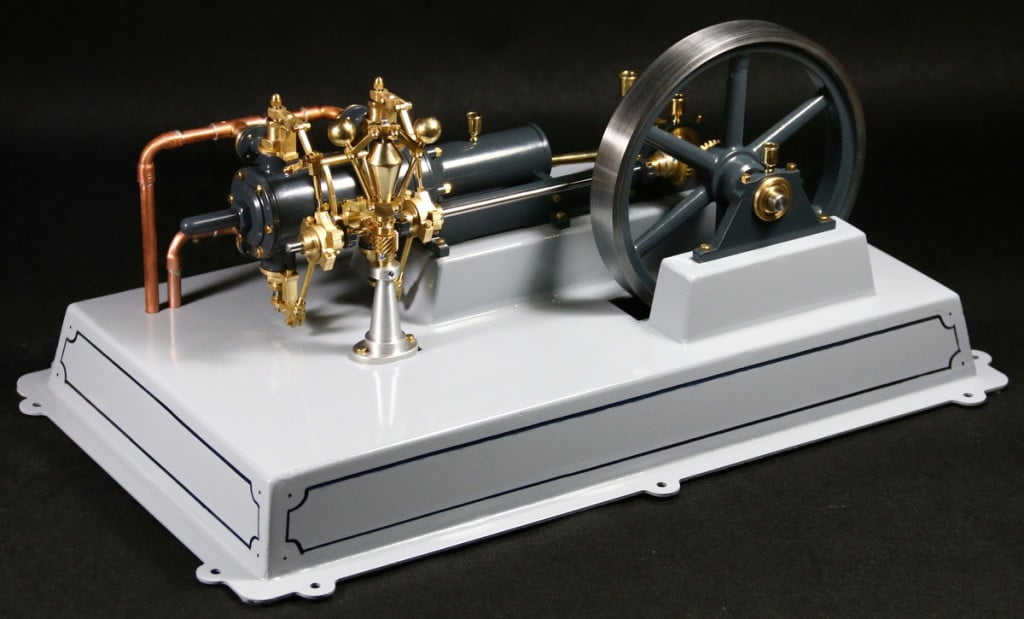
Seit Herbst letzten Jahres haben wir schon mehrfach die Erscheinung des neuen Materialsatzes „Isabel“ angekündigt und mussten ihn leider des Öfteren verschieben. Darum freuen wir uns umso mehr Ihnen heute den neuen Materialsatz zu präsentieren. Der Bausatz kann ab sofort bestellt werden. Mit diesem Materialbausatz können Sie sich auch ohne im Besitz einer Fräse zu […]
1. Prototyp von Bengs Modell für Winter 2016
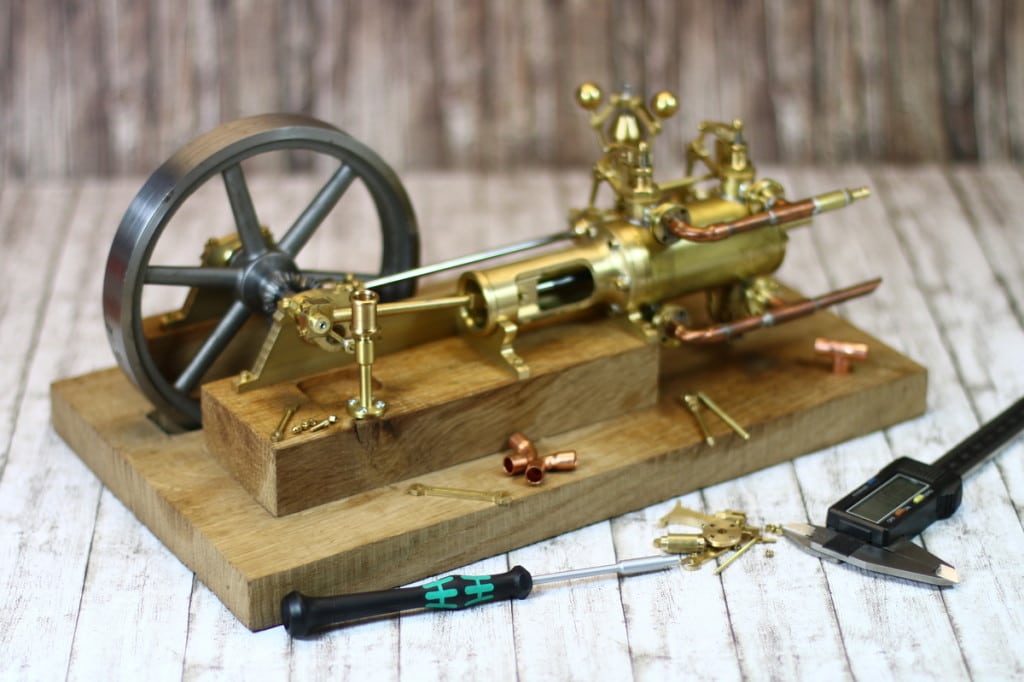
Um die Wartezeit ein wenig zu verkürzen möchten wir Ihnen an dieser Stelle einen ersten Eindruck verschaffen was Sie im Winter 2016 erwartet. Wir freuen uns Ihnen ab Winter 2016 einen neuen Dampfmaschinen Materialbausatz präsentieren zu können den es so bisher am Markt nicht gab. Es handelt sich um eine Dampfmaschine mit einem 140mm Schwungrad. […]
Schwungrad

Die Bearbeitung des Schwungrades für den Dürkopp Tauchkolbenmotor erfordert eine große und leistungsfähige Drehbank. Zum spannen reicht hier in den seltensten Fällen das Standard Drehfutter. Ich habe das Schwungrad auf meiner große Plandrehenscheibe aufgespannt und so lange ausgerichtet bis es sauber rund lief. Es empfiehlt sich aber im 1. Schritt das Schwungrad für den Modellbau […]