Inbetriebnahme und Betrieb des Vierzylindermotors Marc
Wenn der Bau und die Montage des Vierzylindermotors „Marc“ erledigt sind kommt die spannende Frage ob er auch wirklich laufen mag. Wenn der Motor frisch zusammengebaut ist gibt es einige Punkte die man vom ersten Betrieb beachten sollte. Ich werde hier auf alle möglichen Umstände und Einflüsse eingehen. Wenn Sie bereits einen Marc haben und […]
Montage 4-Zylindermotor Marc
Wenn alle Teile für den 4-Zylindermotor Marc hergestellt sind, kann mit der Montage begonnen werden. Wir haben dazu ein Video erstellt, in dem ich den kompletten Motor montiere. Die Kurbelwelle Motor Gehäuse Montage der Nockenwelle Montage Zylinderkopf Die Wasserpumpe Der Kühler Kühlwasserleitung Steuerzeit einstellen Abdeckungen und Ölwanne Zündung
Baubericht 4 Zylinder Verbrennungsmotor Marc
Auf dieser Seite finden Sie einen ausführlich bebilderten Baubericht für den Vierzylinder Verbrennungsmotor Marc Materialbausatz von Bengs Modellbau. Bei diesem Motor handelt es sich um einen Vierzylinderreihenmotor. Die Ventile werden über Kipphebel, Stoßstangen und eine unten liegende Nockenwelle angesteuert. Dem Materialbausatz von Bengs Modellbau liegen alle benötigten Teile bei. Es wird ausschließlich eine Drehmaschine, Bohrmaschine […]
Entwicklung Materialbausatz 4 Zylinder Verbrennungsmotor
Auf diesen Seiten können Sie verfolgen wie unser neuer Materialbausatz entwickeln. Aufgrund der großen Beliebtheit unserer Verbrennungsmotoren möchten wir nun zum ersten Mal einen mehrzylindrigen Verbrennungsmotor konstruieren. Als Vorbild dient in diesem Fall ein Vierzylinder Holt Motor wie er Anfang des 20. Jahrhunderts Als Stationärmotor aber auch als Antriebsmotor für Ackerschlepper und Planierraupen verwendet wurde.
Prototyp Generator Antriebsmodell
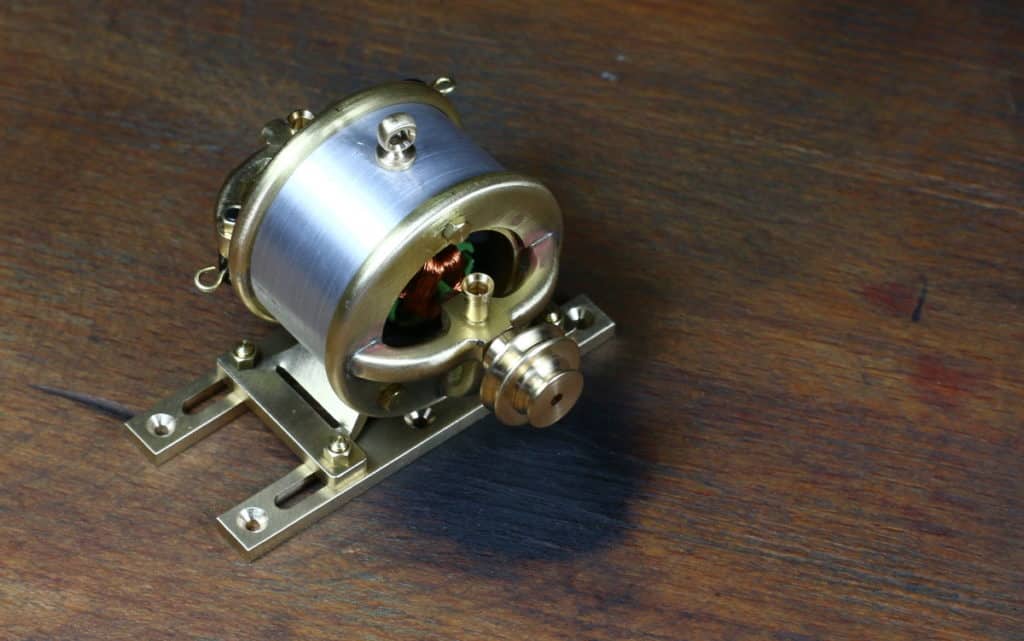
Alle reden über Elektroantriebe! Wir jetzt auch! In einigen Wochen werden Sie bei uns einen Materialbausatz bekommen aus den Sie sich selber einen Generator bauen können. Der Generator kann über einen Riemen von einem Flammenfresser, Stirlingmotor, Dampfmaschine oder einem Verbrennungsmotor angetrieben werden. Wenn gewünscht können Sie dieses Modell auch als historischen Elektromotor einsetzen. Der Materialbausatz […]
Verbrennungsmotor zum Druckluftmotor umbauen

In dem unten zu sehenden Video möchte ich Ihnen zeigen wie man unseren Verbrennungsmotor Jonas mit einigen kleinen Änderungen zu einem Luftmotor umbauen kann. Dieser Umbau ist nur bei Motoren mit zwangsgesteuerten Ventilen möglich. Als zwangsgesteuerter bezeichnet man Motoren bei denen Einlass und Auslasssventilen durch eine Nocke angesteuert werden. Bei Motoren mit automatischen Ventilen wie […]
Baubericht Verbrennungsmotor „Der kleine Karl“
Auf dieser Seite in unserem Bengs Modellbaumagazin einen ausführlichen Baubericht für die liegenden Verbrennungsmotor „Der kleine Karl“ mit Hit & Miss Steuerung. Wir haben versucht auf alle Besonderheiten beim Bau der Maschine sowohl im Bild als auch im Text einzugehen. Bei dem Bausatz für den Verbrennungsmotor „Der kleine Karl“ ist wie bei allen unseren Materialbausätzen […]
Prototyp Verbrennungsmotor „Der kleine Karl“

Es ist wieder soweit! Es wird draußen früh dunkel die Temperaturen fallen so das man sich wieder gerne in seinem Hobbyraum aufhält und seinem Hobby im technischen Modellbau nachgeht. Zum Start der Saison werden wir Ihnen wieder in wenigen Wochen ein neues Modell dass es als Materialbausatz gibt‘s präsentieren. Auf dieser Seite möchten wir Ihnen […]