Auf dieser Seite finden Sie einen Baubericht vom Flammenfresser Der große Nick. Diese Baubeschreibung beinhaltet eine Fülle an Bildern die während des Baus des Modellbau Flammenfressers entstanden sind. Außerdem haben wir versucht die Bilder bestmöglich zu kommentieren. Mithilfe dieser Anleitung können Sie sehen welche Arbeitsschritte zum Erstellen des Flammenfressers nötig sind. Hier finden Sie den Materialbausatz vom Flammenfresser Der große Nick.
Baubericht Der Große Nick Flammenfresser
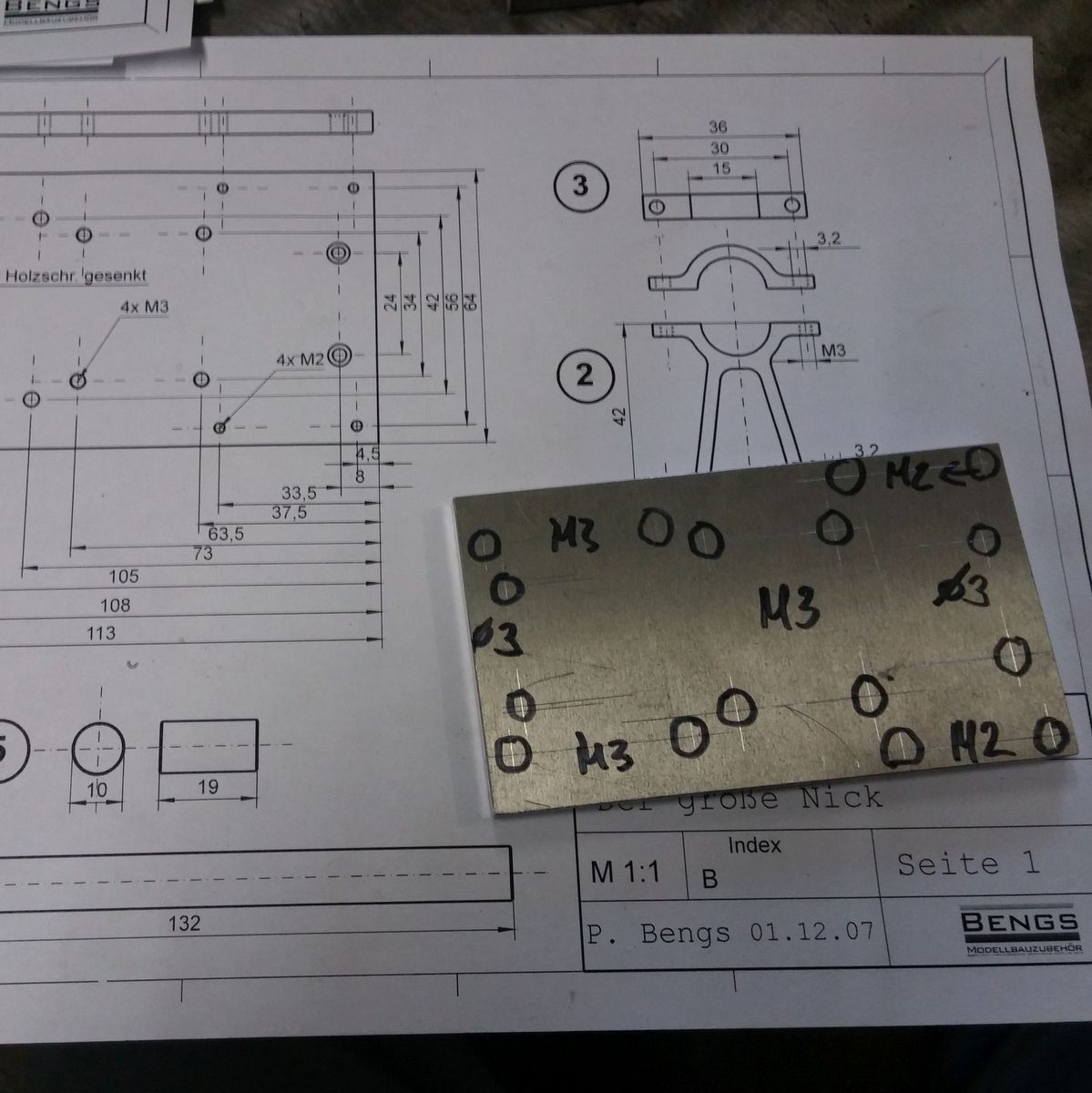
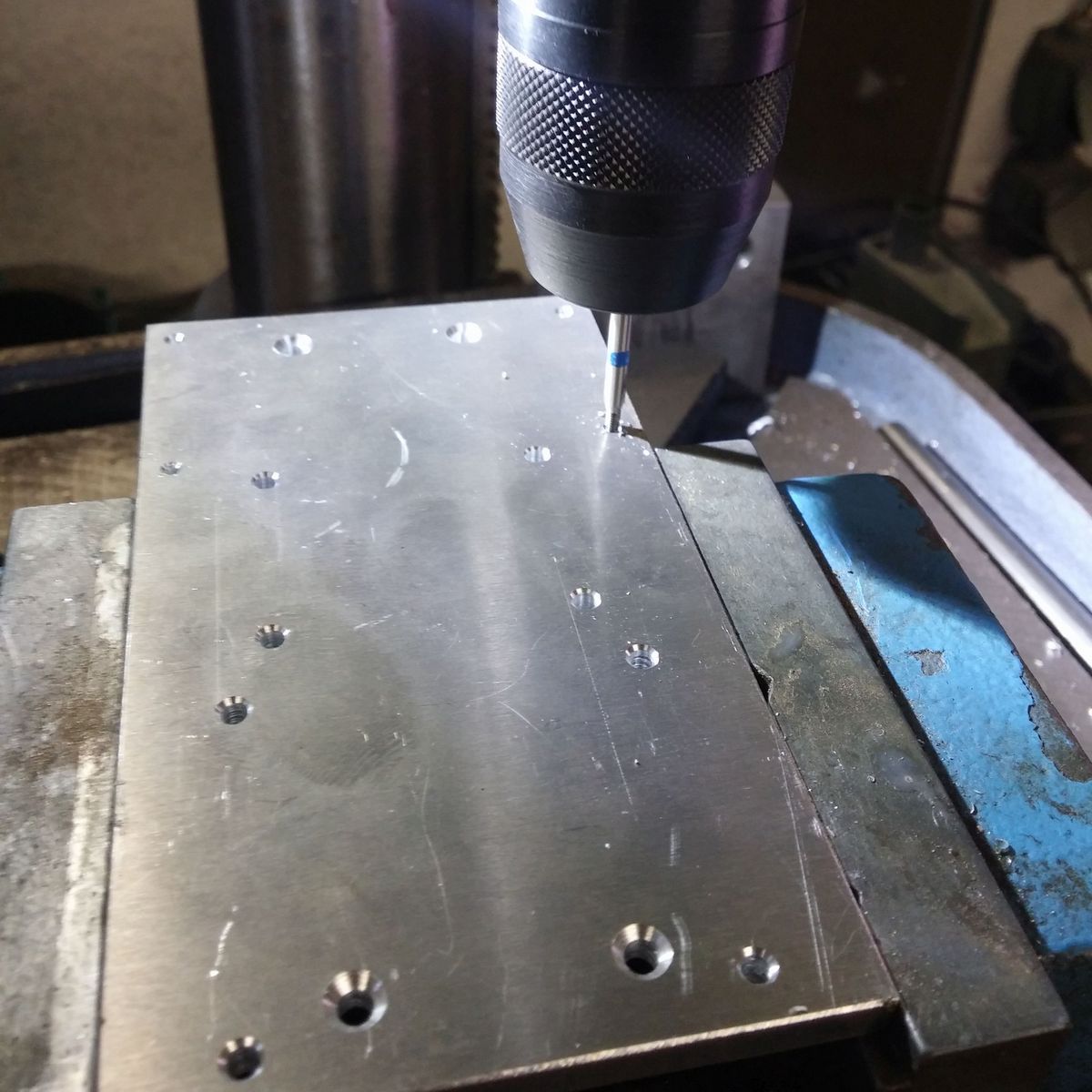
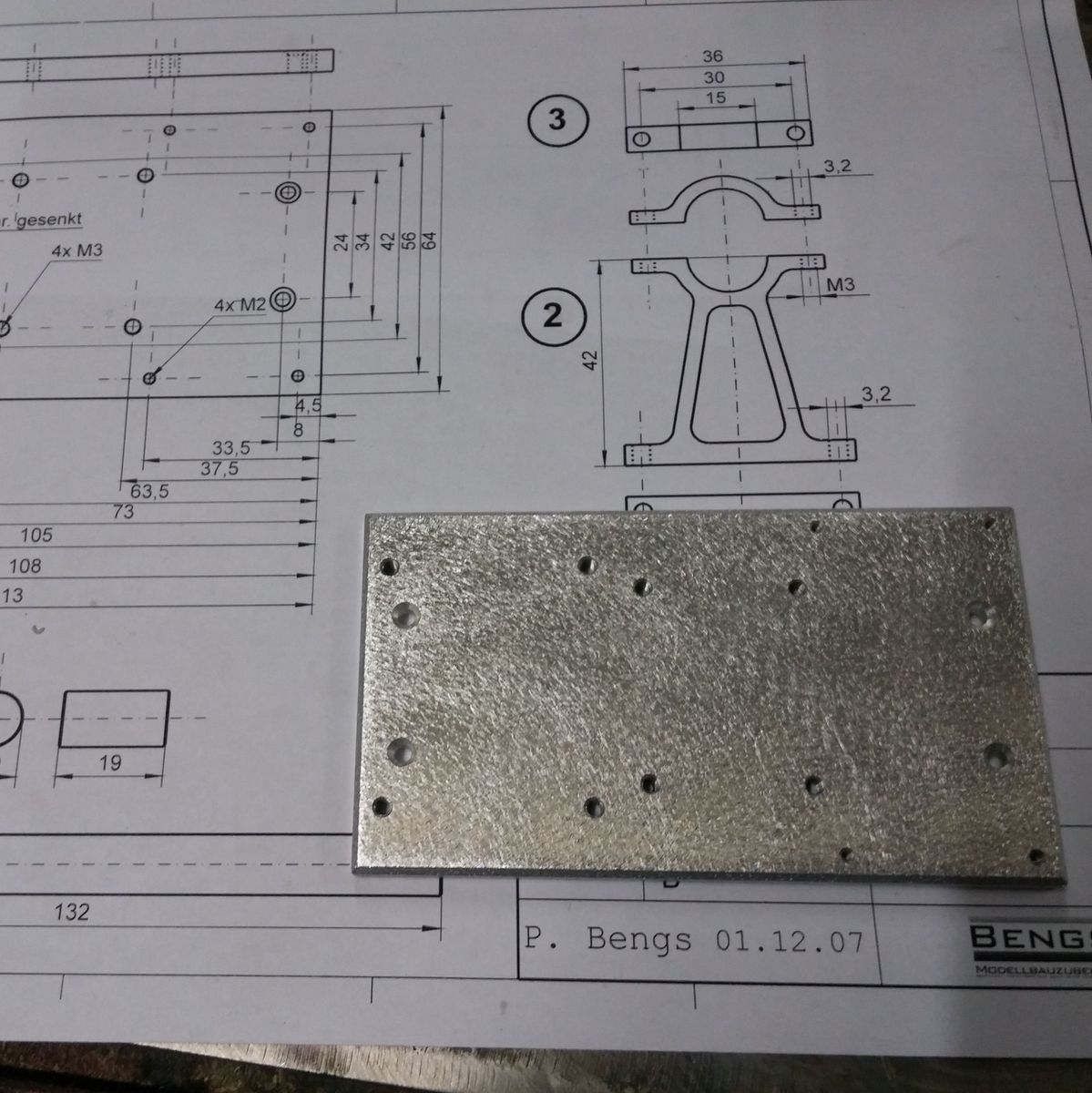
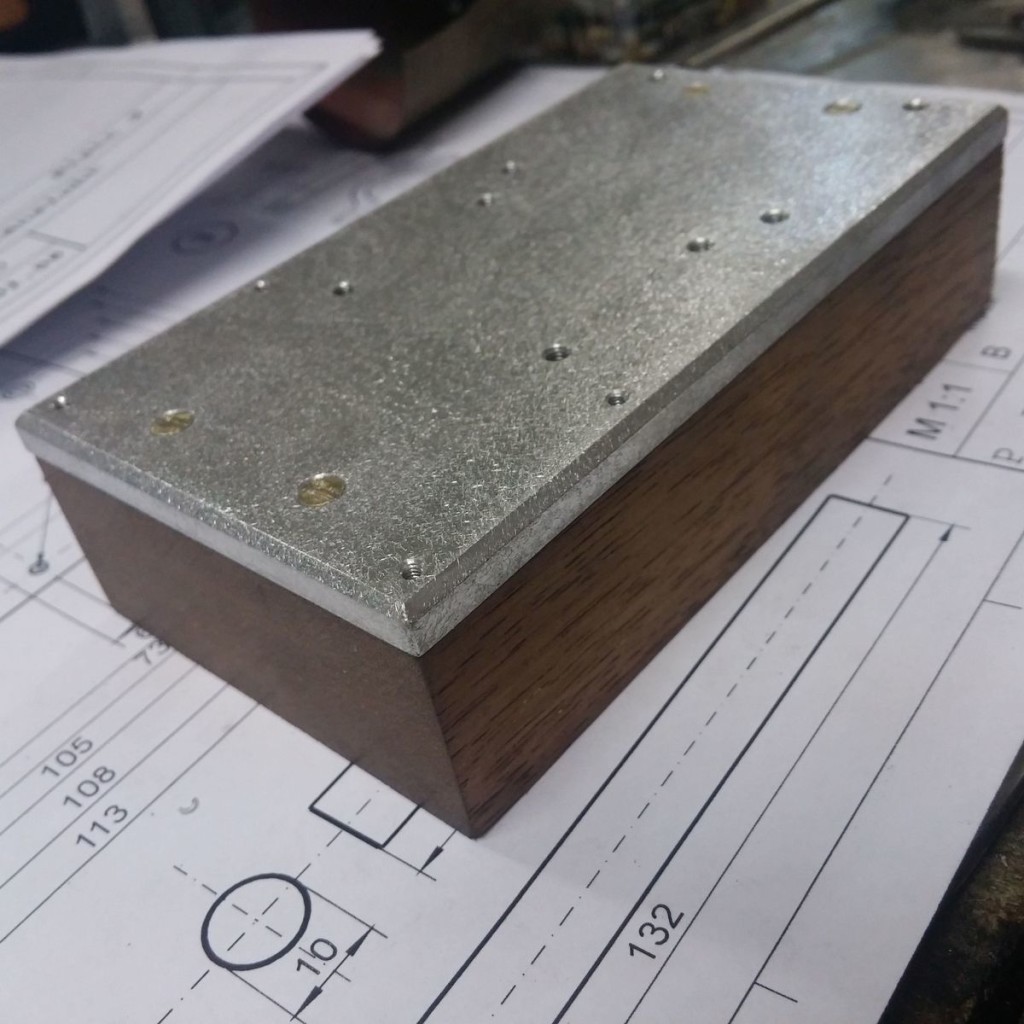
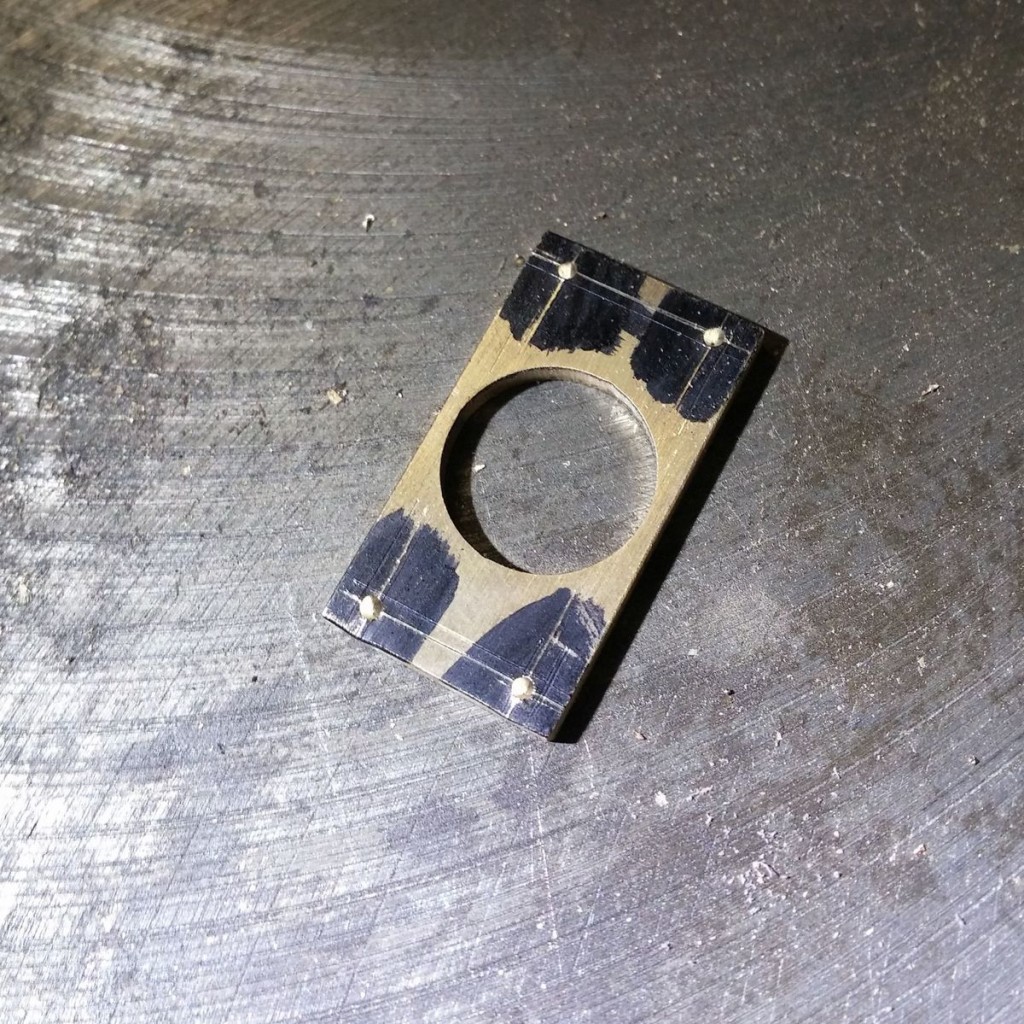
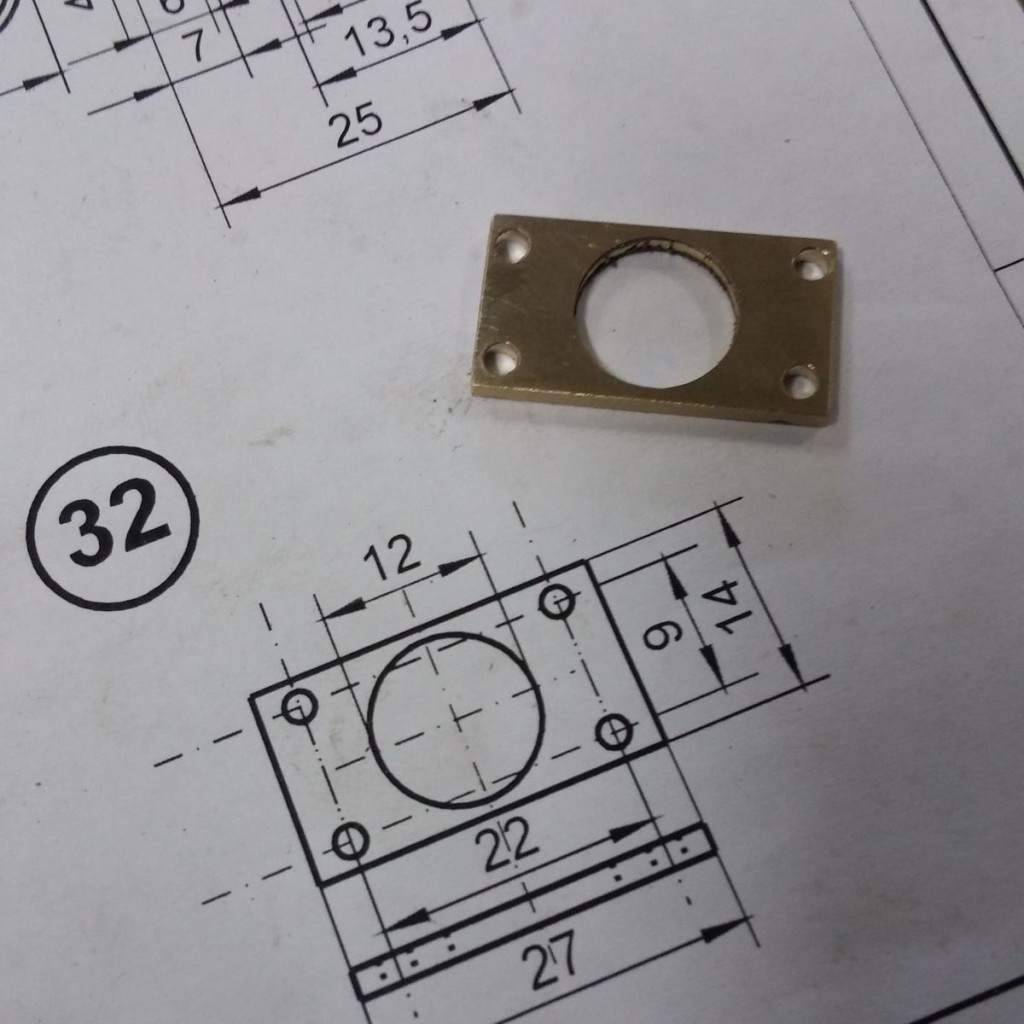
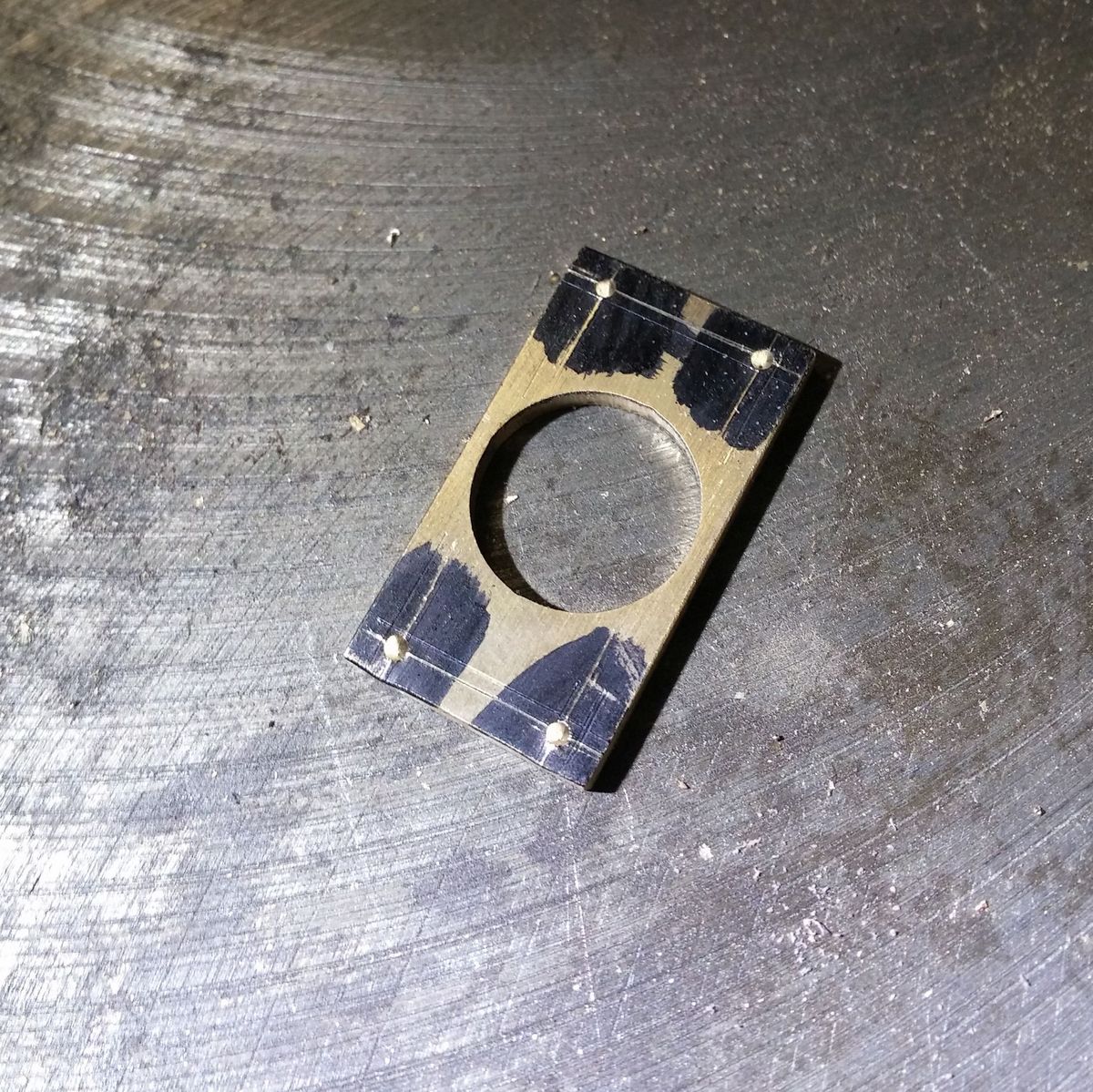
Die Grundplatte
Die Grundplatte (1) wird grob zugeschnitten geliefert und muss noch auf Maß gefeilt bzw. wie hier gefräst werden. Danach können die Bohrungen angerissen und gebohrt werden. Zwecks Verschönerung wurde hier auch noch eine Fase rundum gefräst und die Oberfläche mit einem Exzenter-Schleifer gerutscht. Nun kann die Grundplatte mit Holzschrauben auf den Holzsockel befestigt werden.

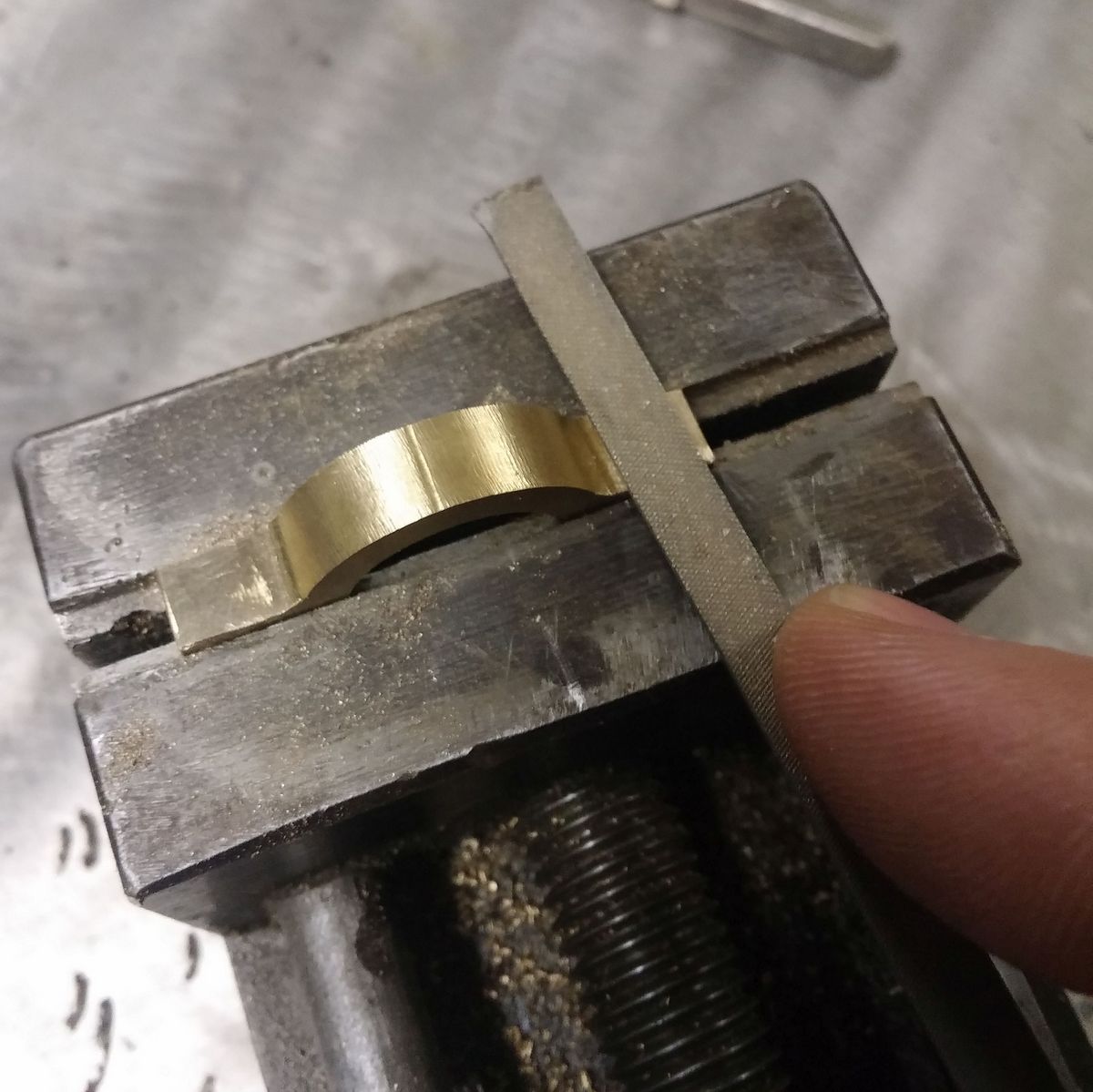
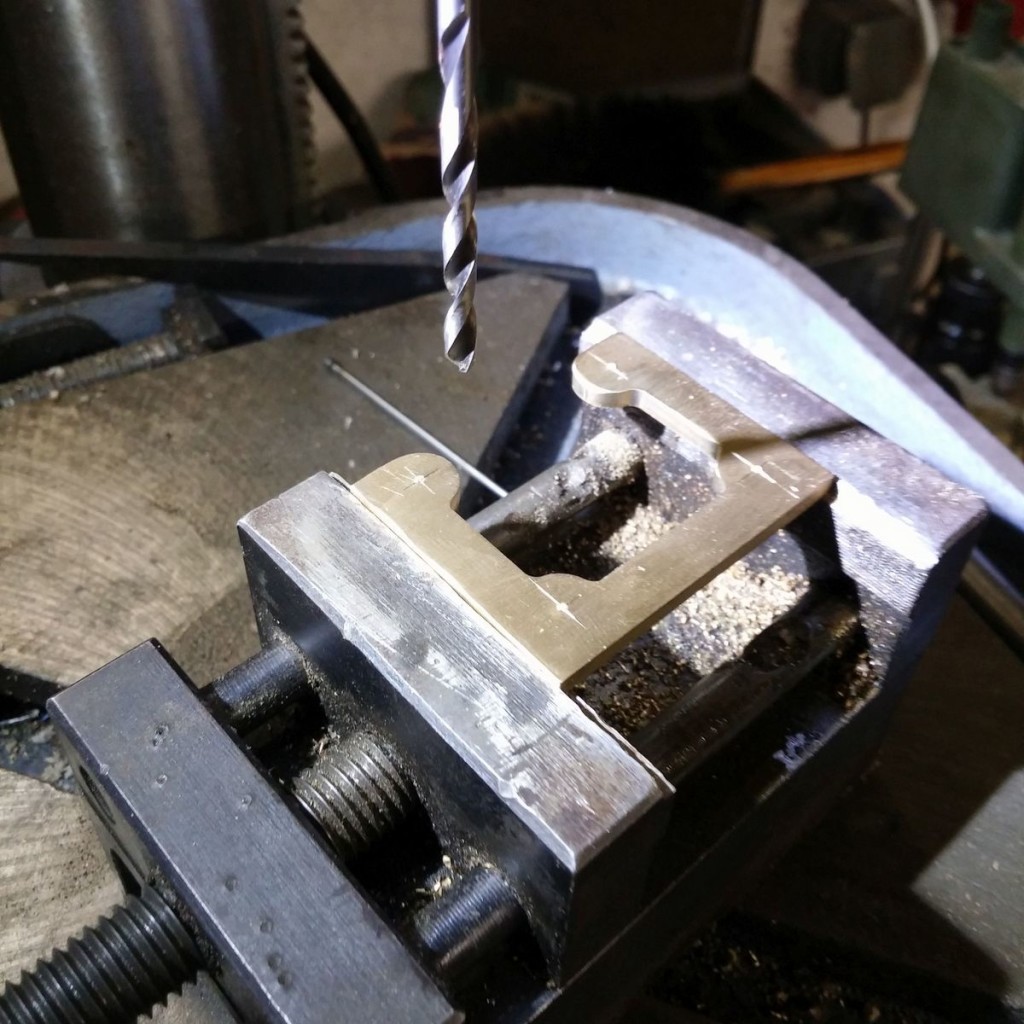
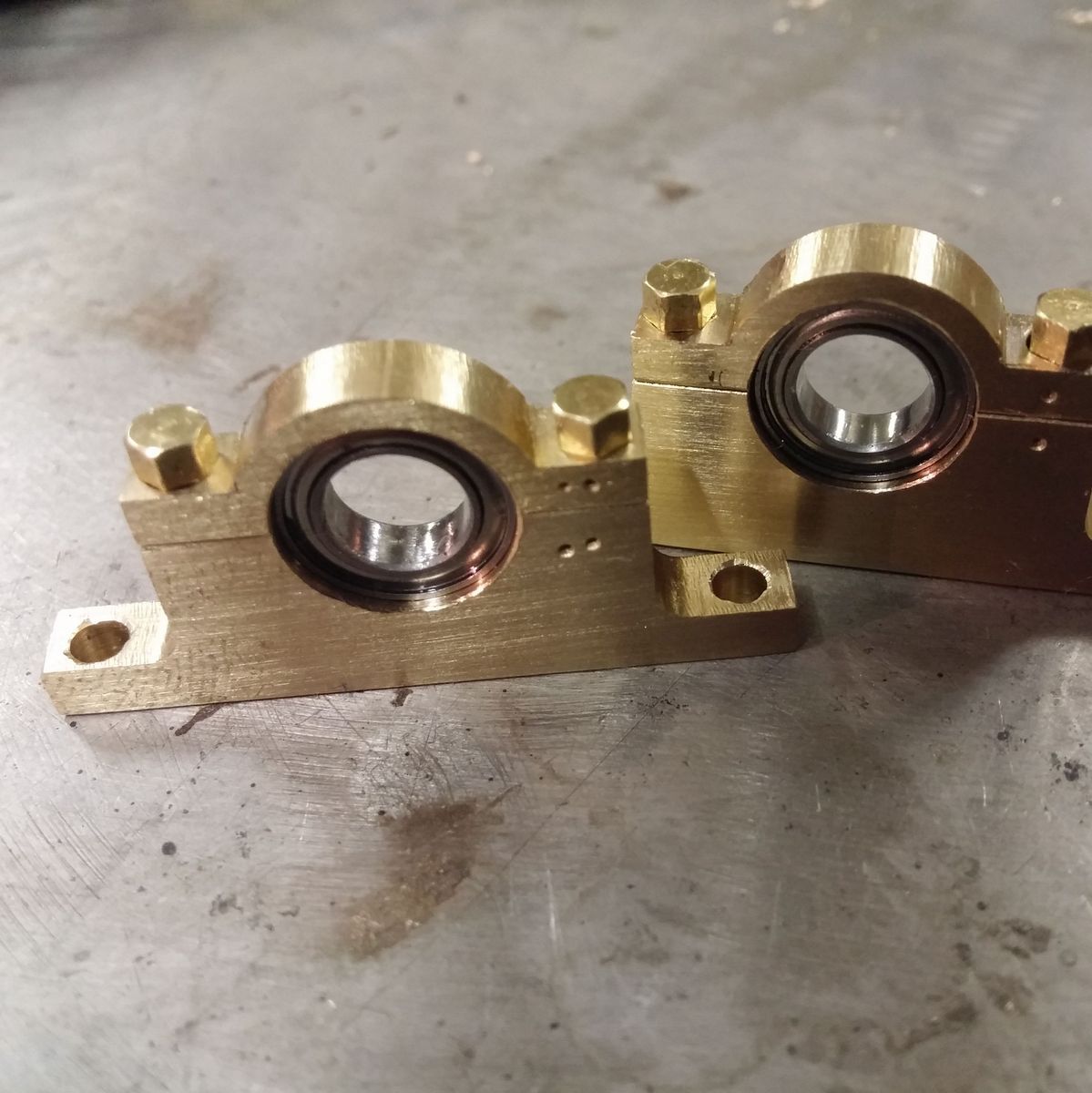
Die Lagerböcke
Als nächstes werden die im Materialbausatz vom Flammenfresser Der grosse Nick enthaltenen Hauptlagerböcke (2, 3) angefertigt, hierzu werden die vorgefrästen Messingteile gefeilt, geschliffen und entgratet. Danach kann der Lagerbock (2) und der Lagerdeckel (3) angerissen und gebohrt werden. Lagerbock und -deckel sollten anschließend paarweise markiert werden. Damit das Lager in späterer Folge gut klemmt, wird vor dem Reiben der Lagerbohrung ein Stück Papier zwischen Lagerbock und Lagerdeckel gezwickt.




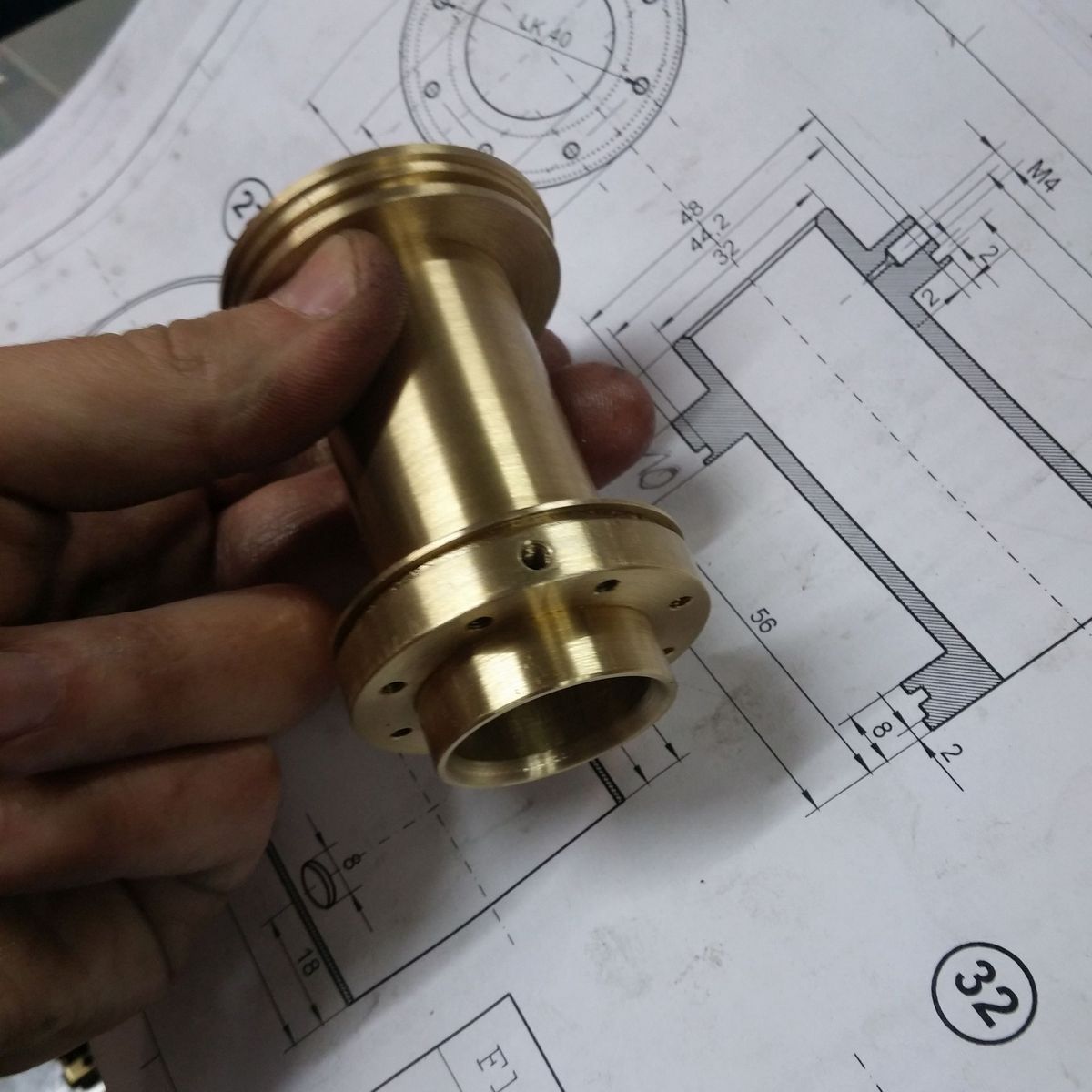
Der Zylinderhalter
Die Teile des Zylinderhalters (25) sind bereits fertig gefräst. SIe müssen nur noch gefeilt, geschliffen, entgraten und gebohrt werden. Das Dach wird nach dem Weichglühen an die Rundung des Zylinderhalters angepasst. Anschließend wird alles weich verlötet, hierbei wurde Weichlötpaste verwendet. Nach dem Löten wird die gesamte Konstruktion gereinigt, mit Schleifpapier und Schleifpaste kann der Glanz wieder hergestellt werden.





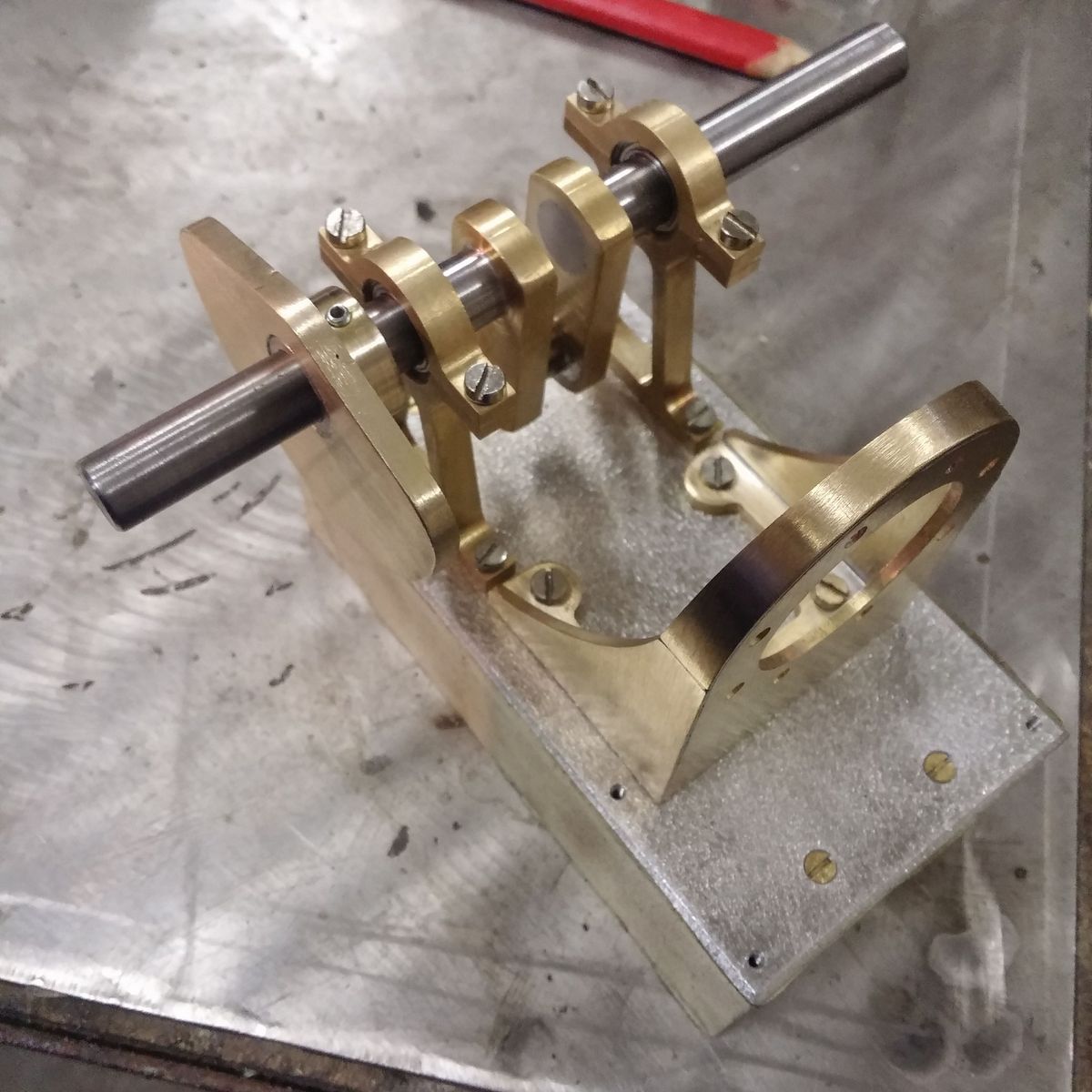
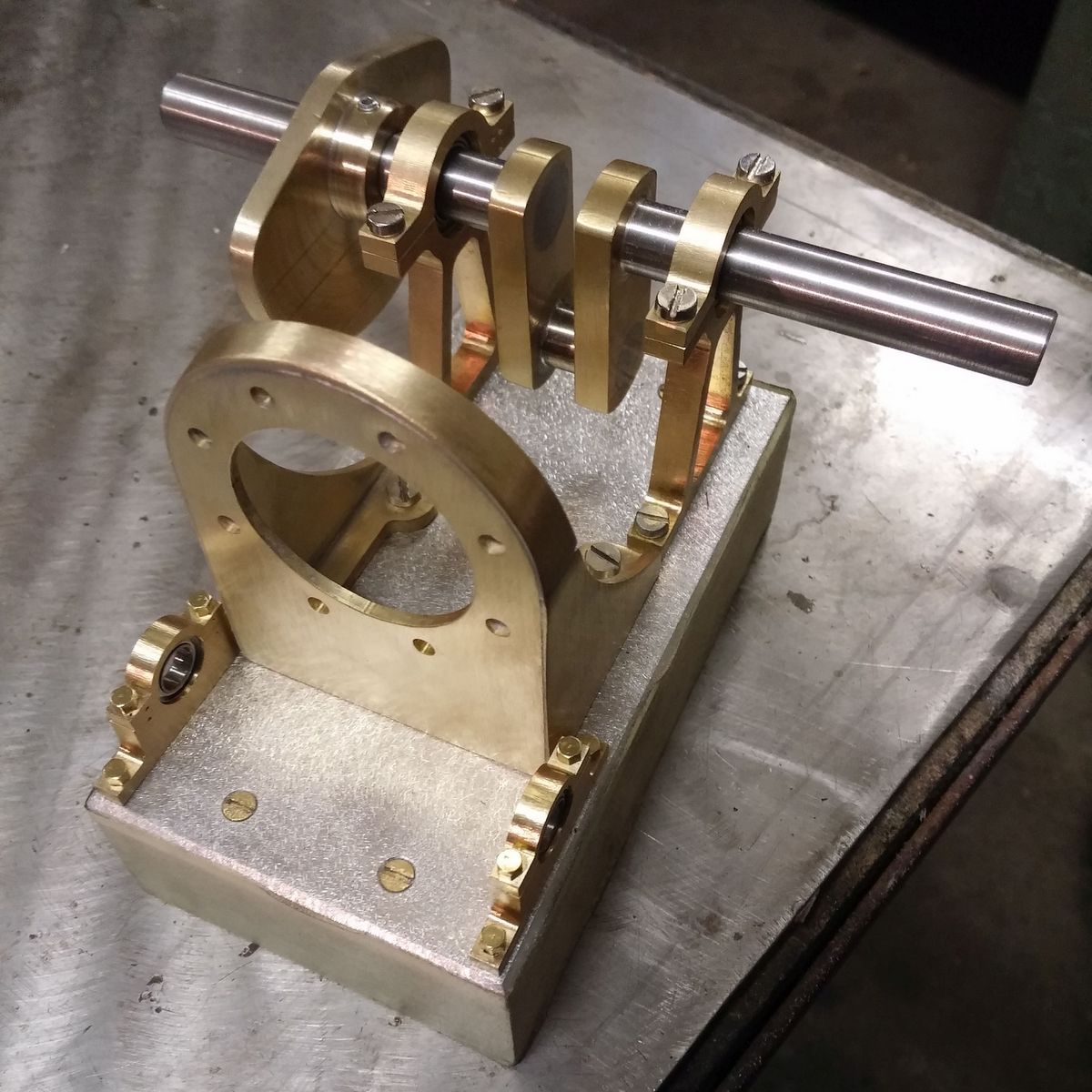
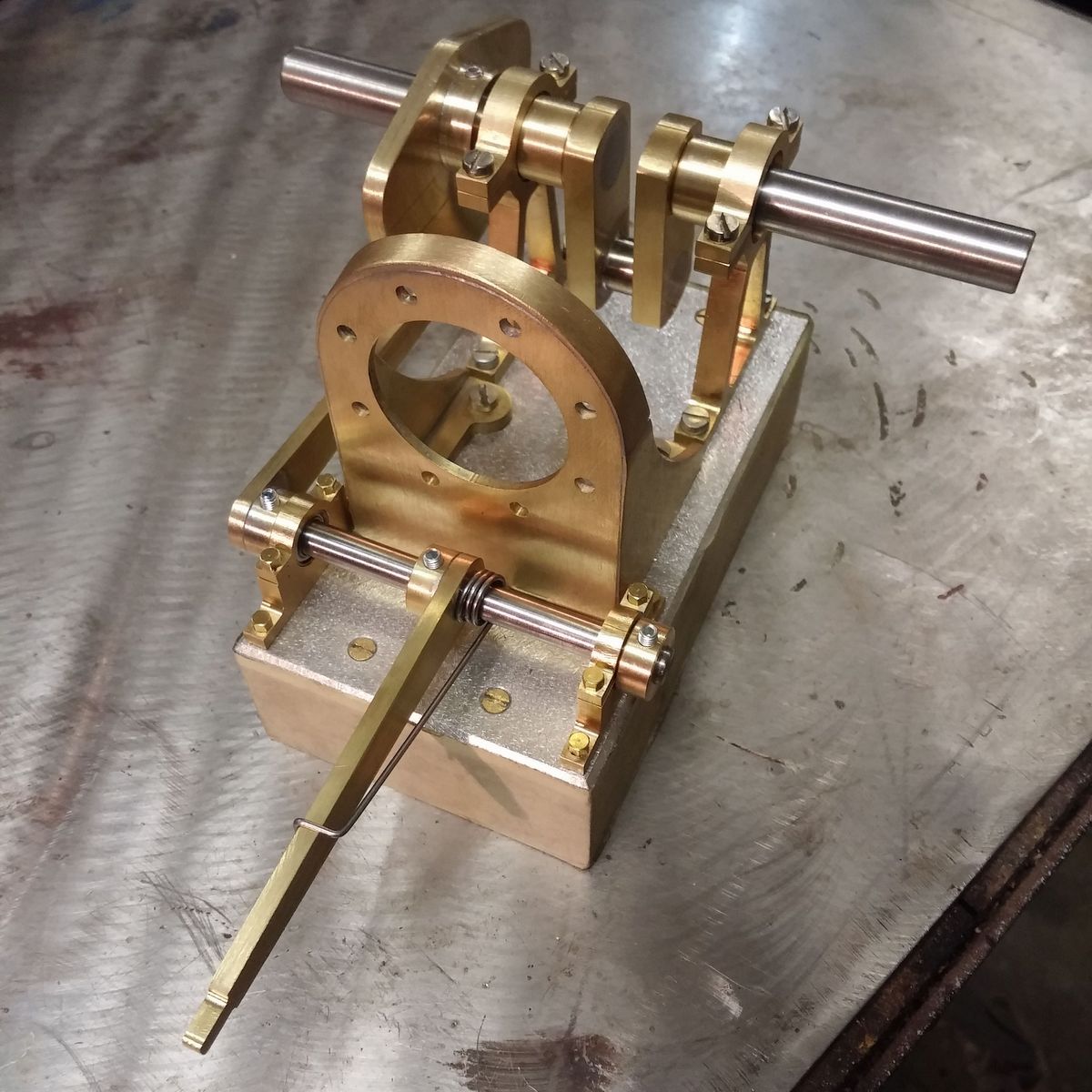
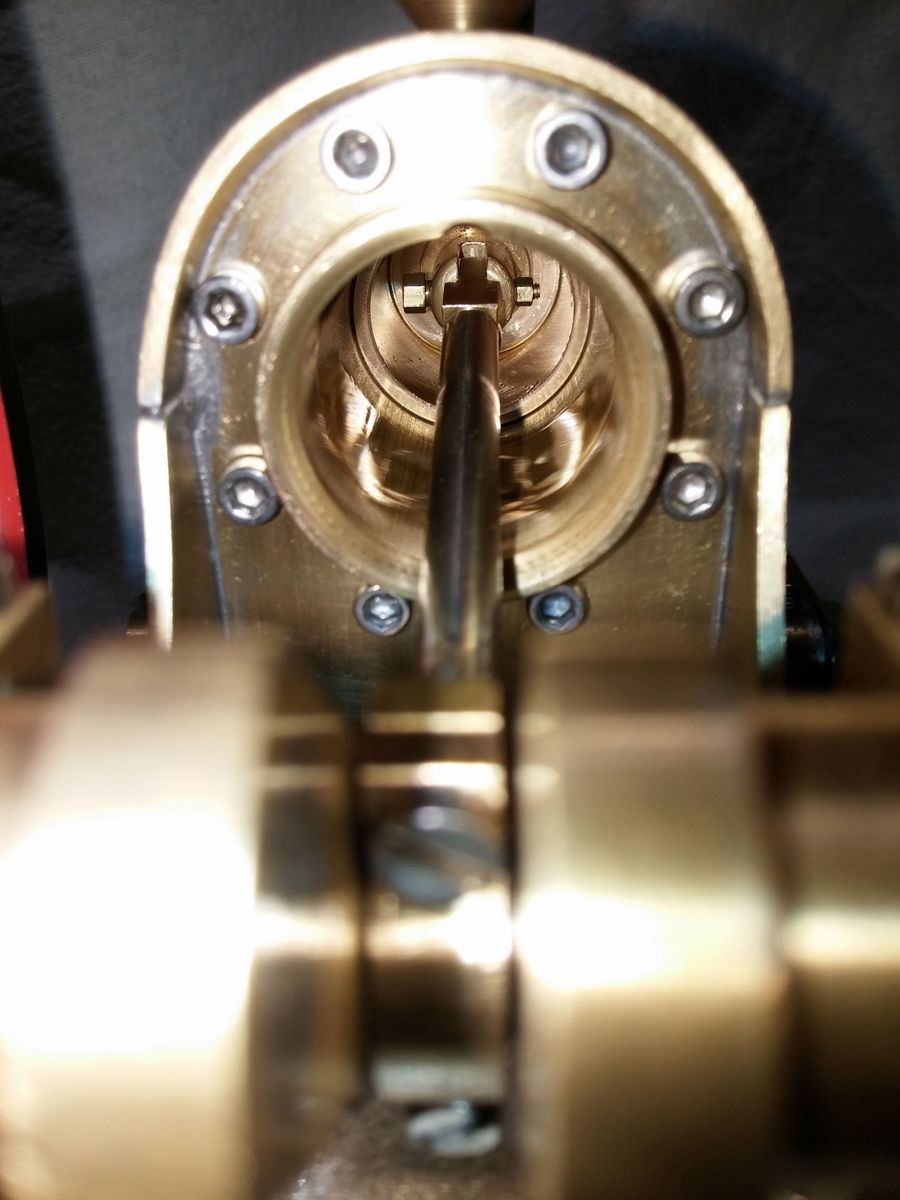
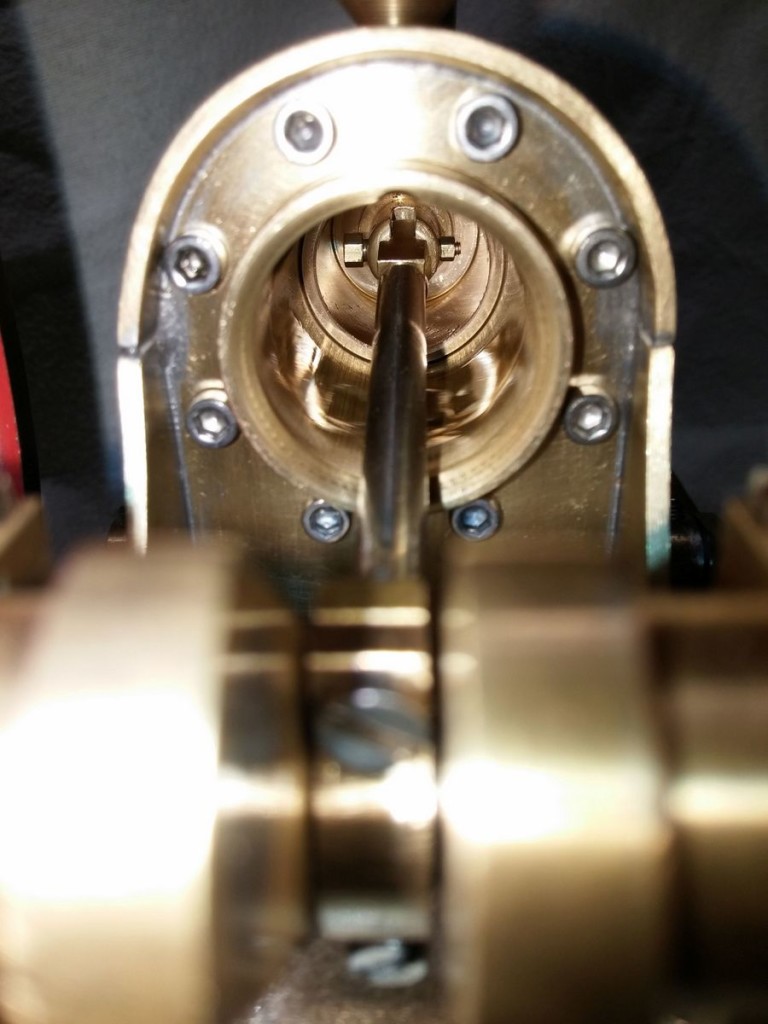
Die Kurbelwelle
Zur Fertigung der Kurbelwelle müssen die Kurbelplatten (6) aufgerieben und gereinigt werden. Die Wellen aus Silberstahl (4, 5) werden auf Maß gedreht und entgratet. Nun wird die Kurbelwelle sorgfältig verlötet (ACHTUNG nicht Hartlöten -> Verzug). Die lange Kurbelwelle muss anschließend zwischen den Kurbelplatten heraus gesägt bzw. gefräst werden, falls gesägt wird sollte die kurze Kurbelwelle vor Beschädigung geschützt werden (z.B. mit Isolierband ankleben).






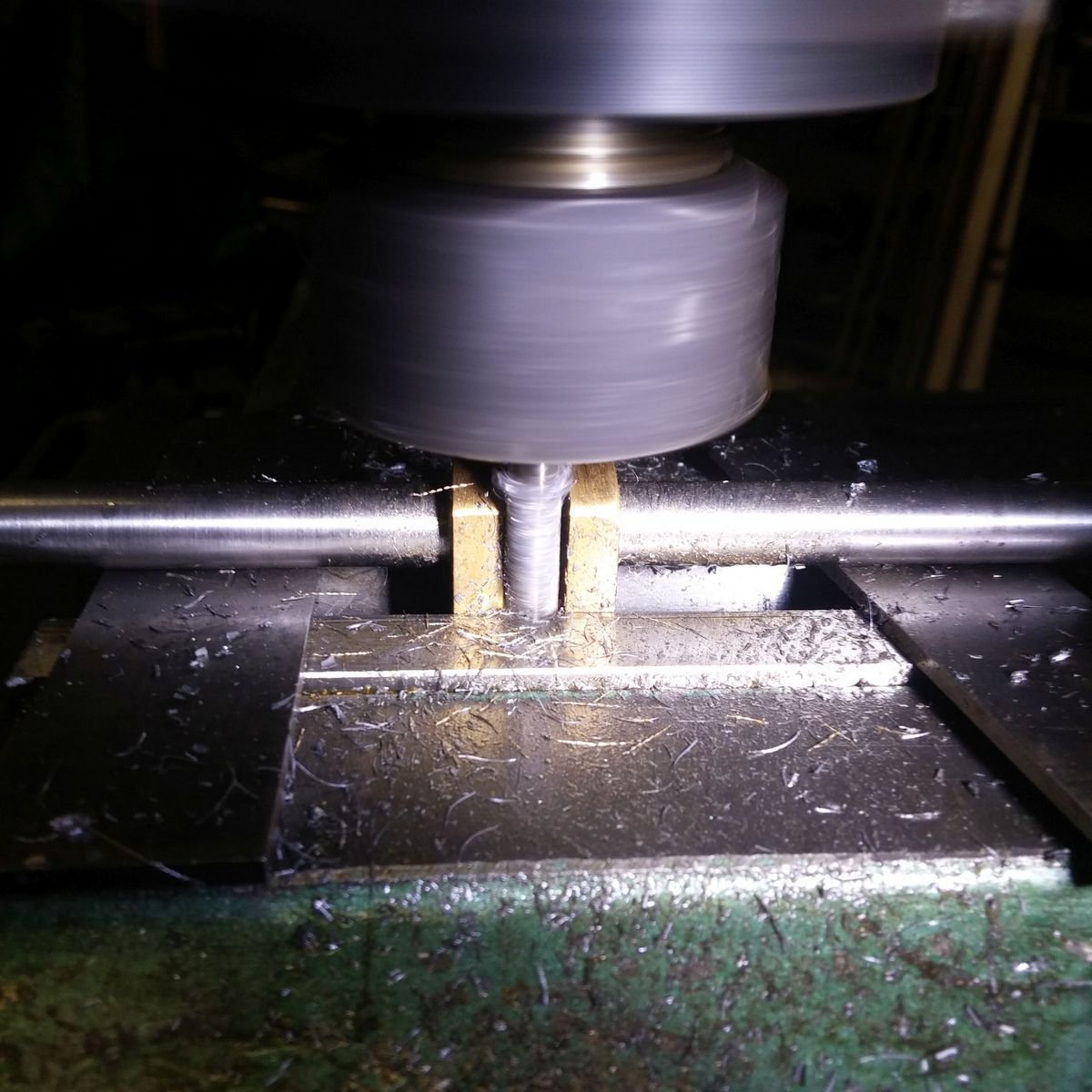

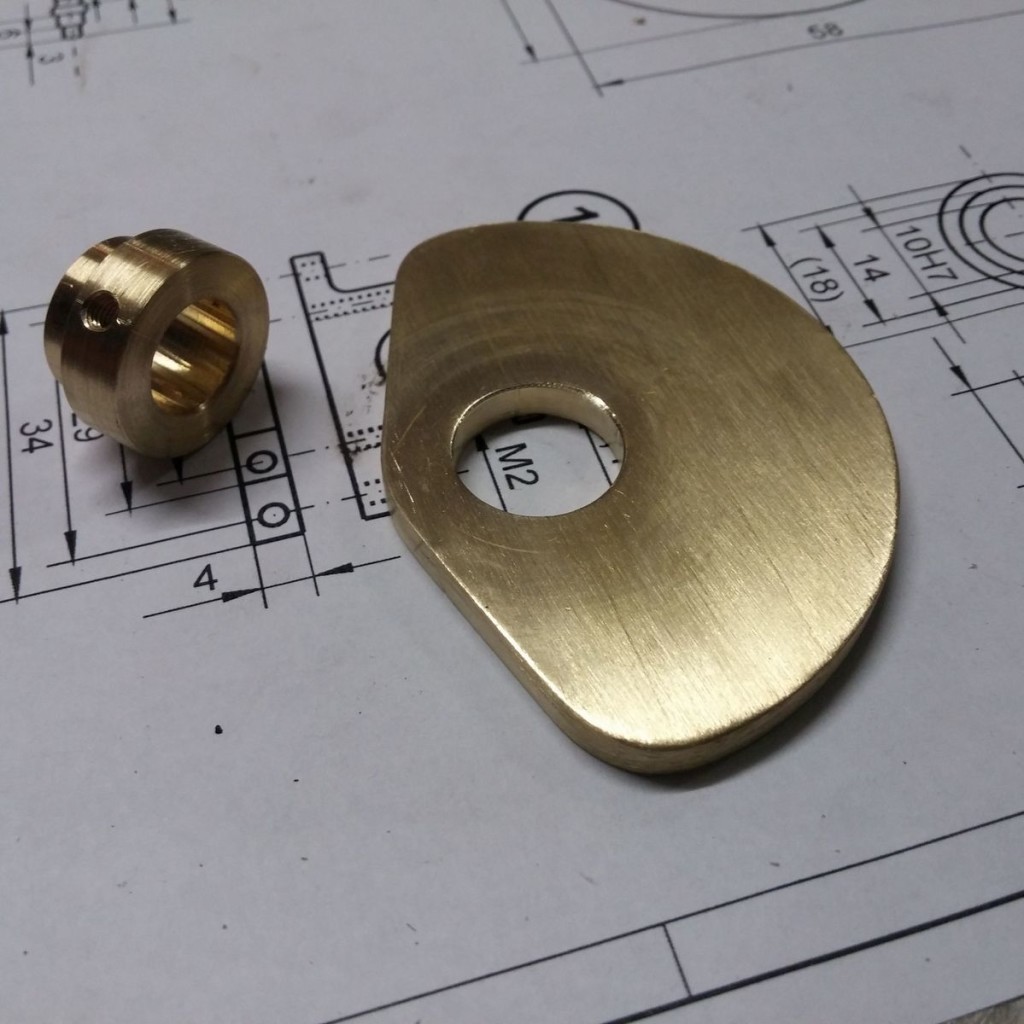
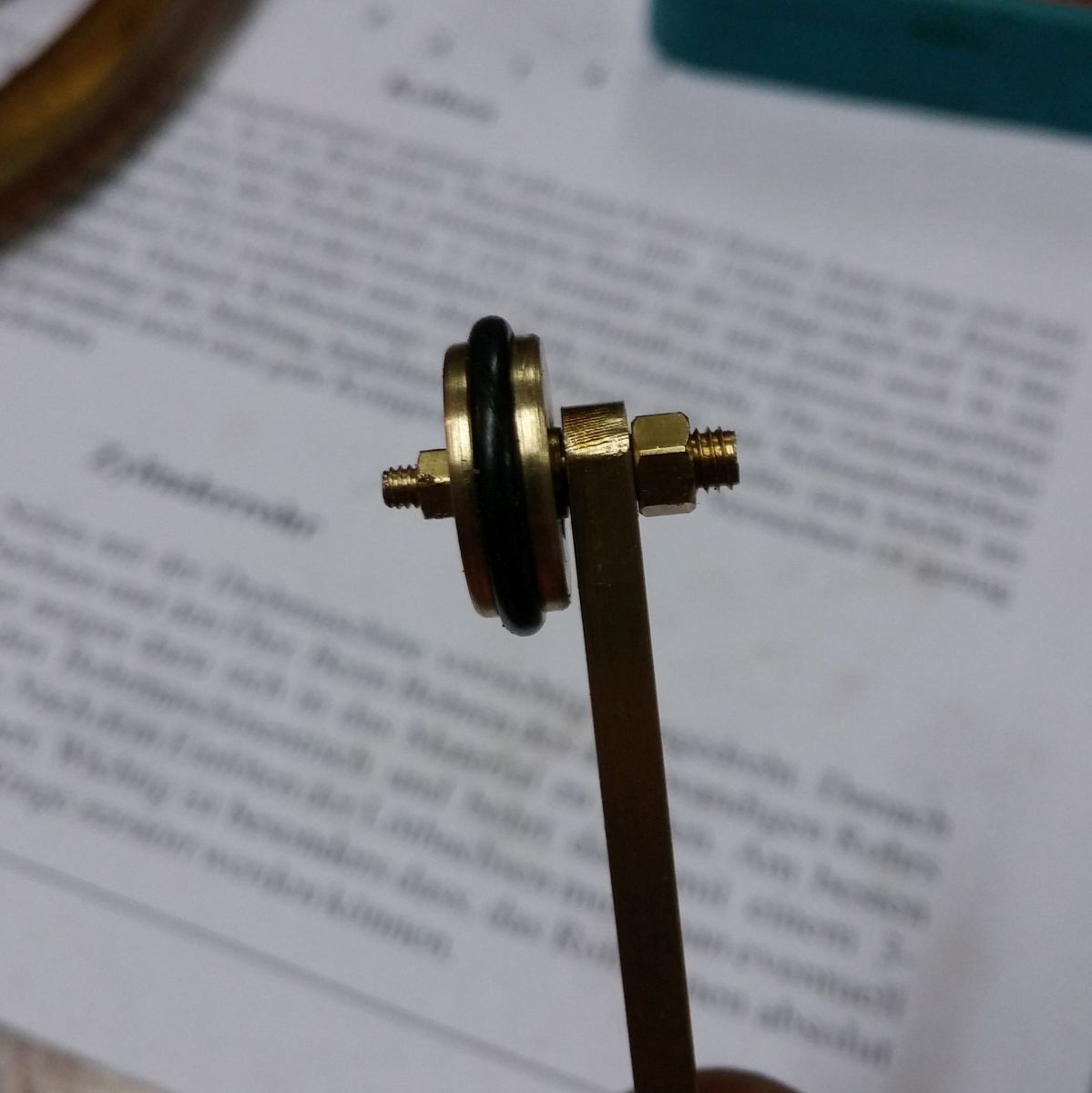
Die Excenterscheibe
Die Exzenterscheibe (9) wird aufbereitet und die dazugehörige Buchse (10) mit der Drehbank angefertig, danach werden die Teile verlötet.



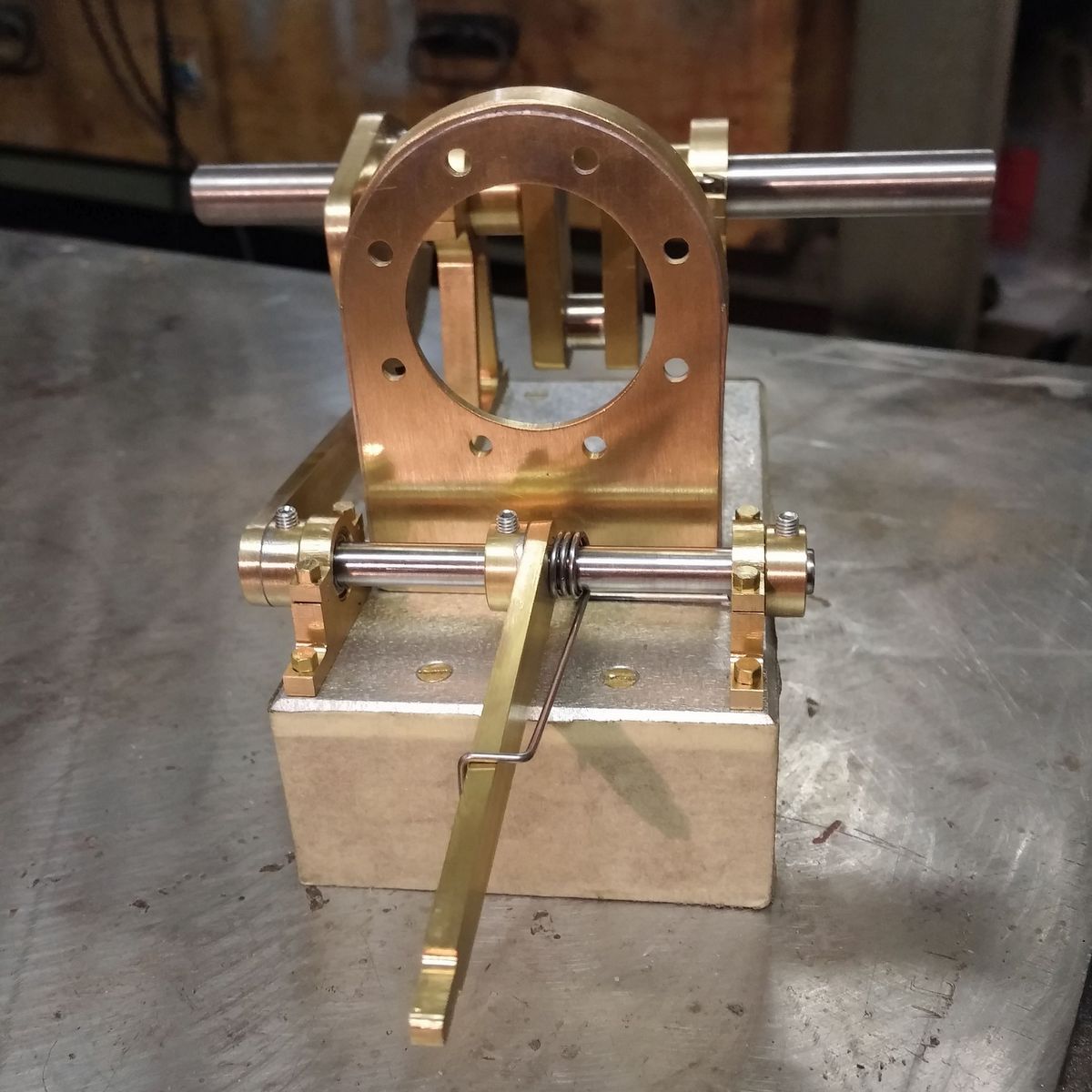
Lagerböcke Schieber
Bei den Lagerböcken (15) für den Schieber kann die vorgangsweise für die Fertigung der Hauptlagerböcke herangezogen werden.


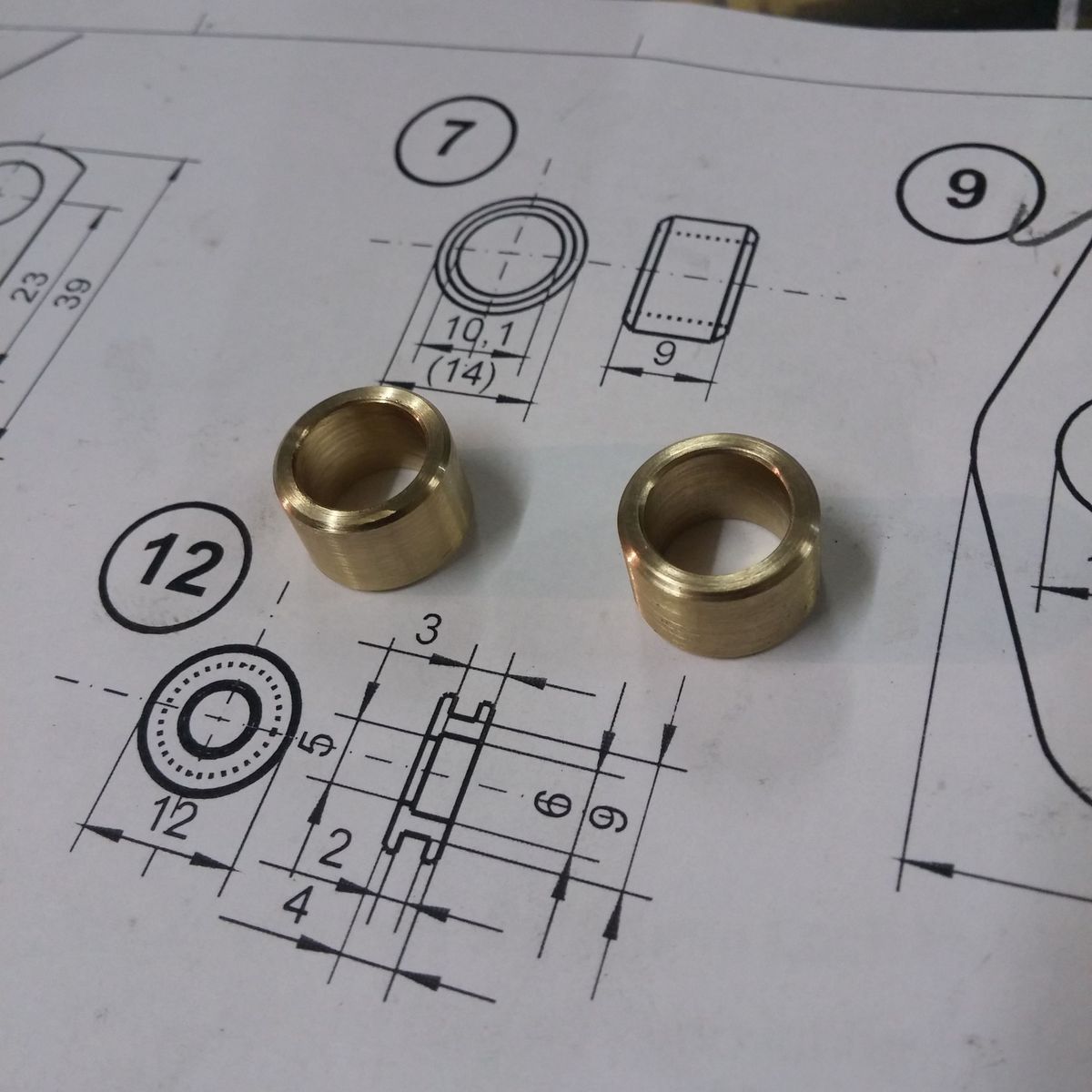
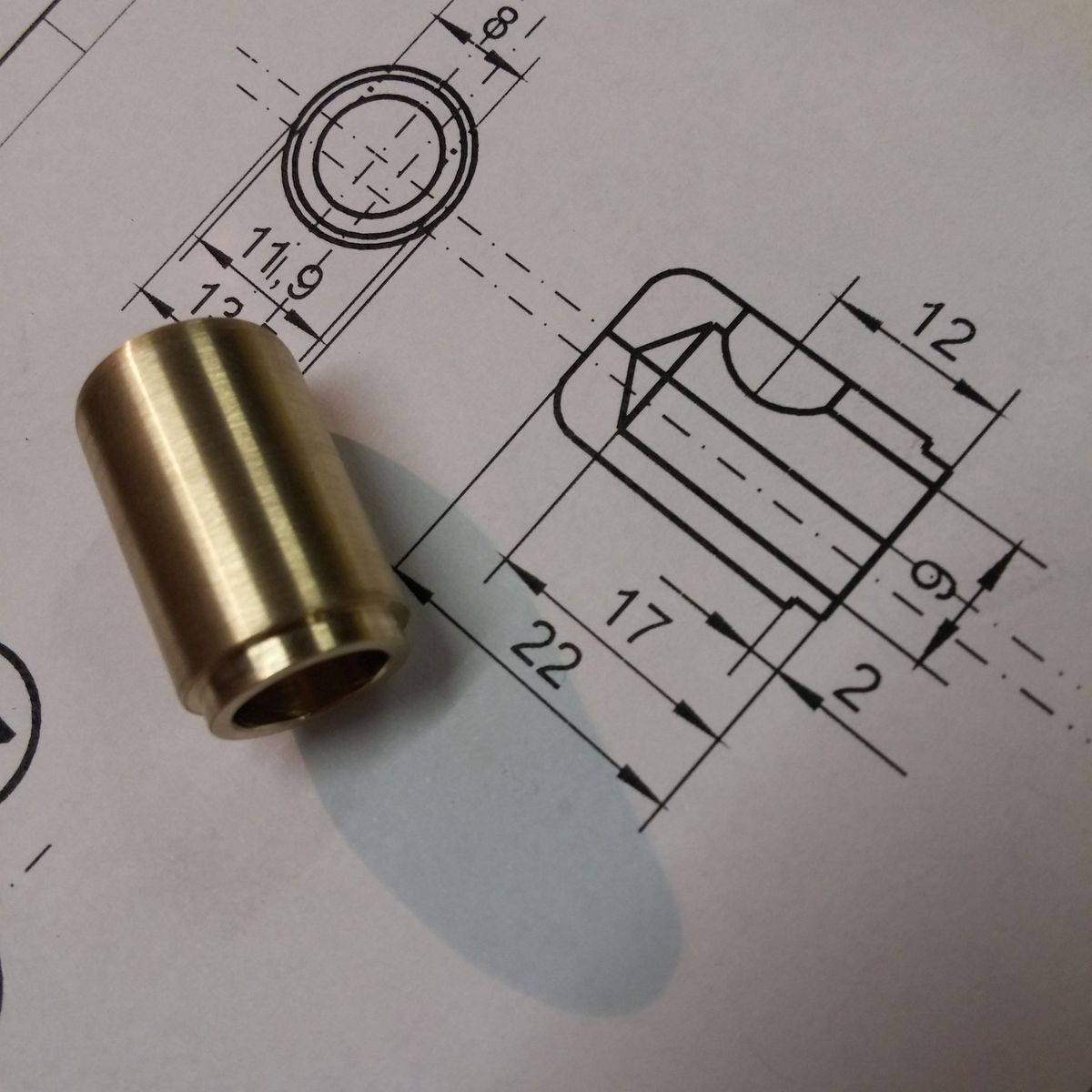
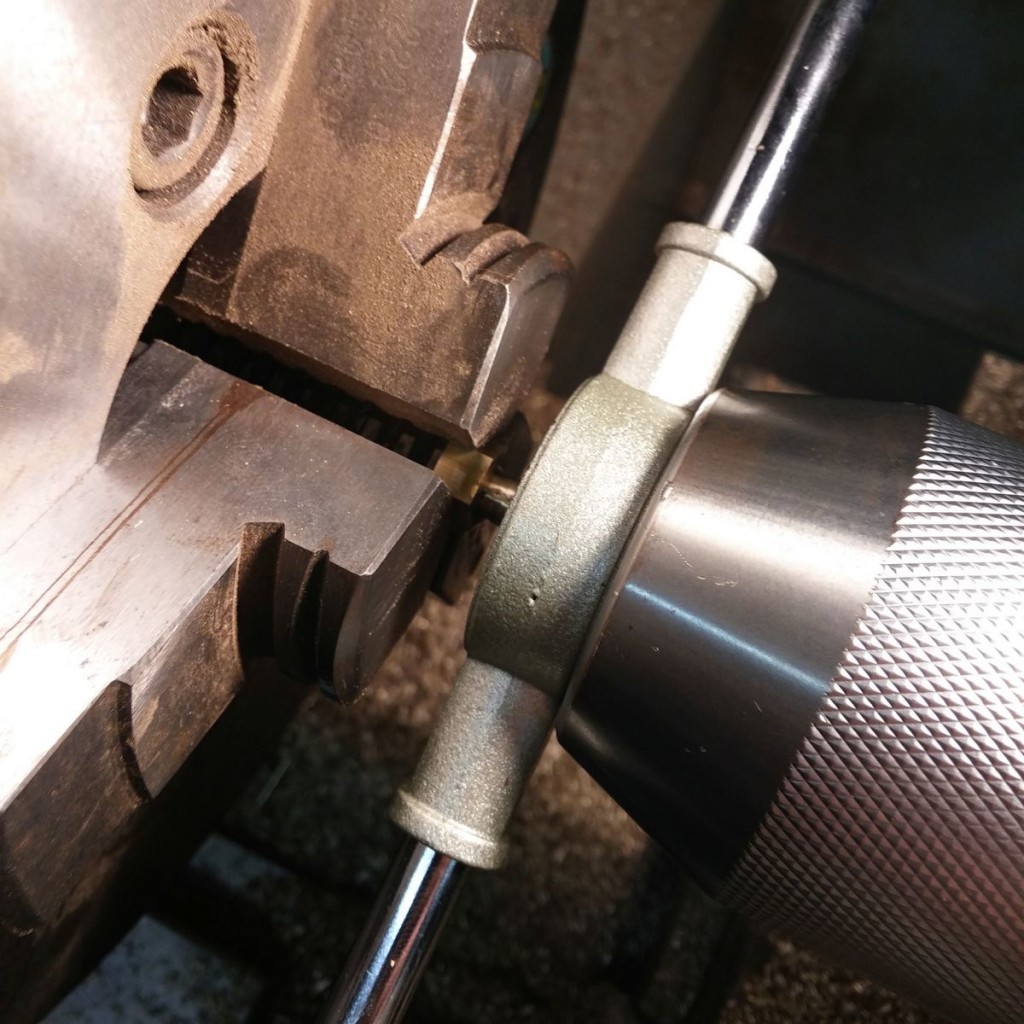
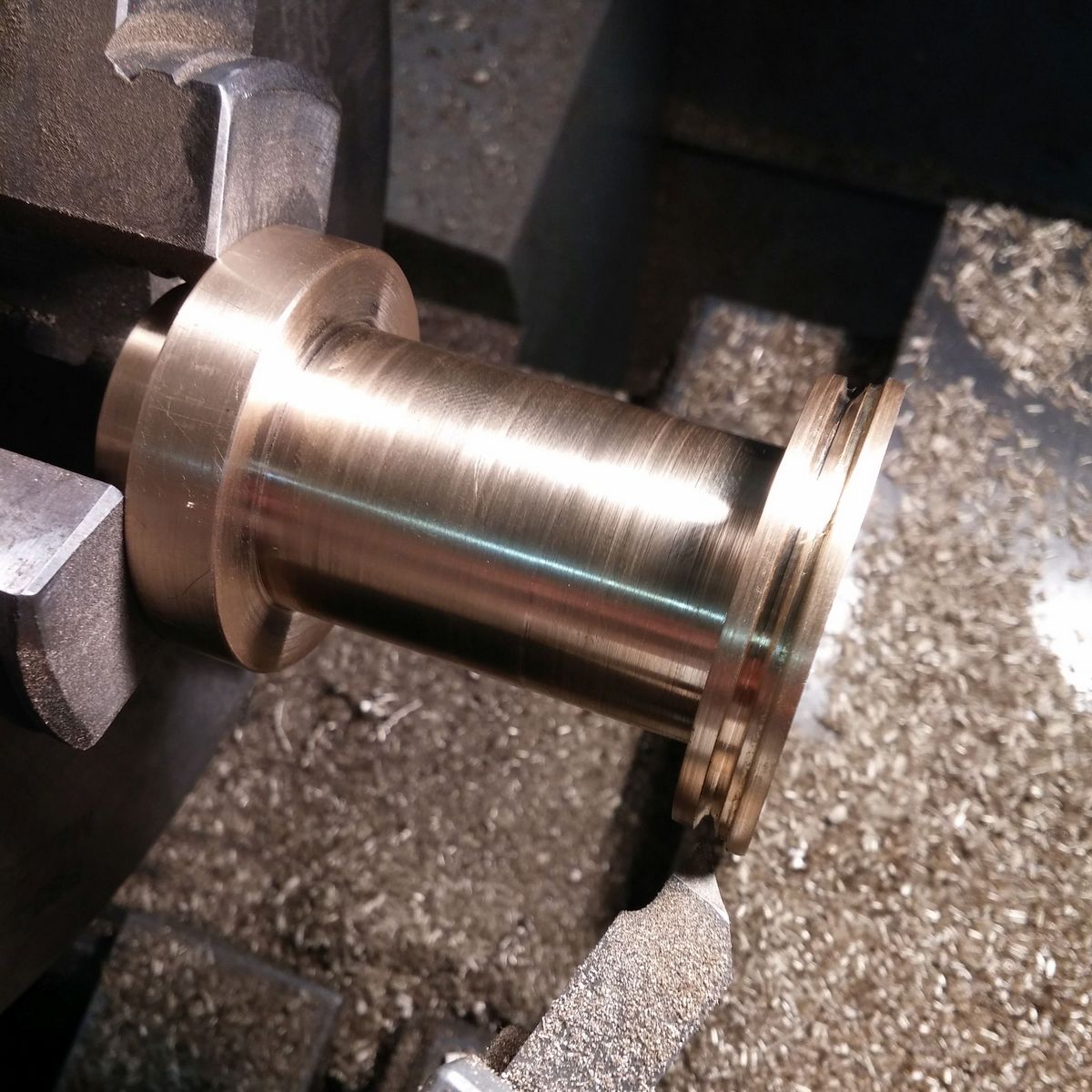
Die Spannbuchsen
Beim Anfertigen der Spannbuchsen aus Messing muss darauf geachtet werden, dass der Bund der inneren Buchse beim Zusammenstecken mind. 1mm Abstand zum Bund der äußeren Buchse hat. Dies gewährleistet eine gute Spannung des Schwungrades auf der Kurbelwelle. Vorteilhaft ist es die Schwungräder und die Spannbuchsen bei der Fertigung aufeinander an zu passen.









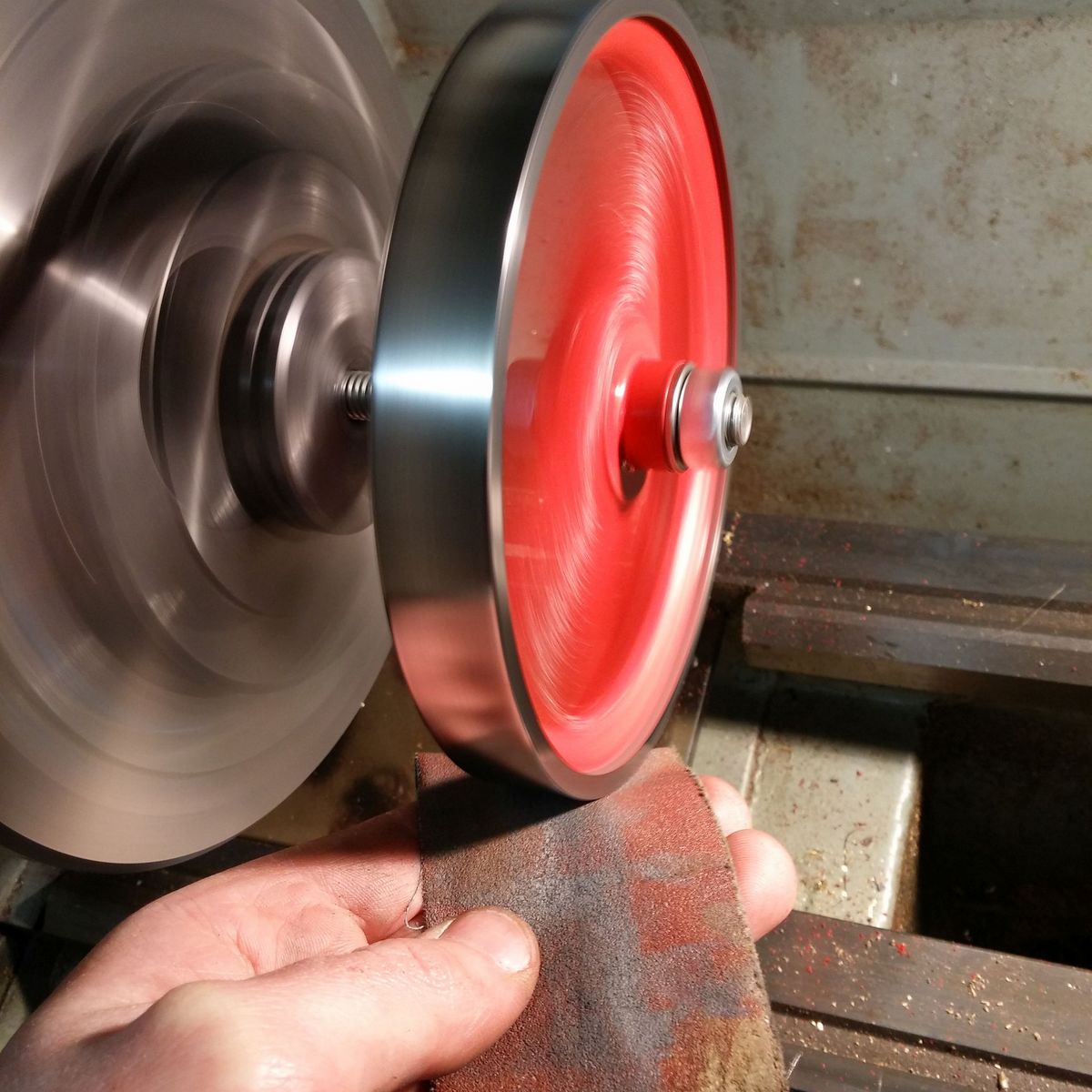
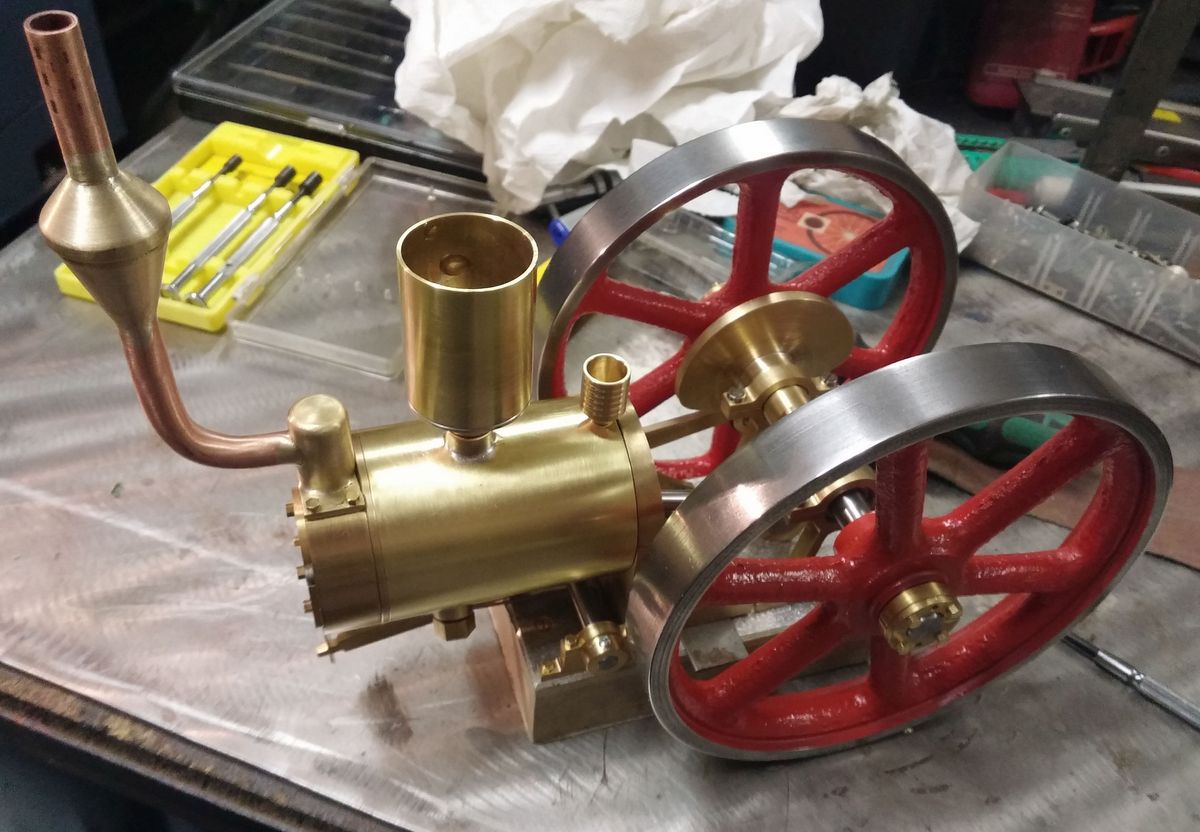
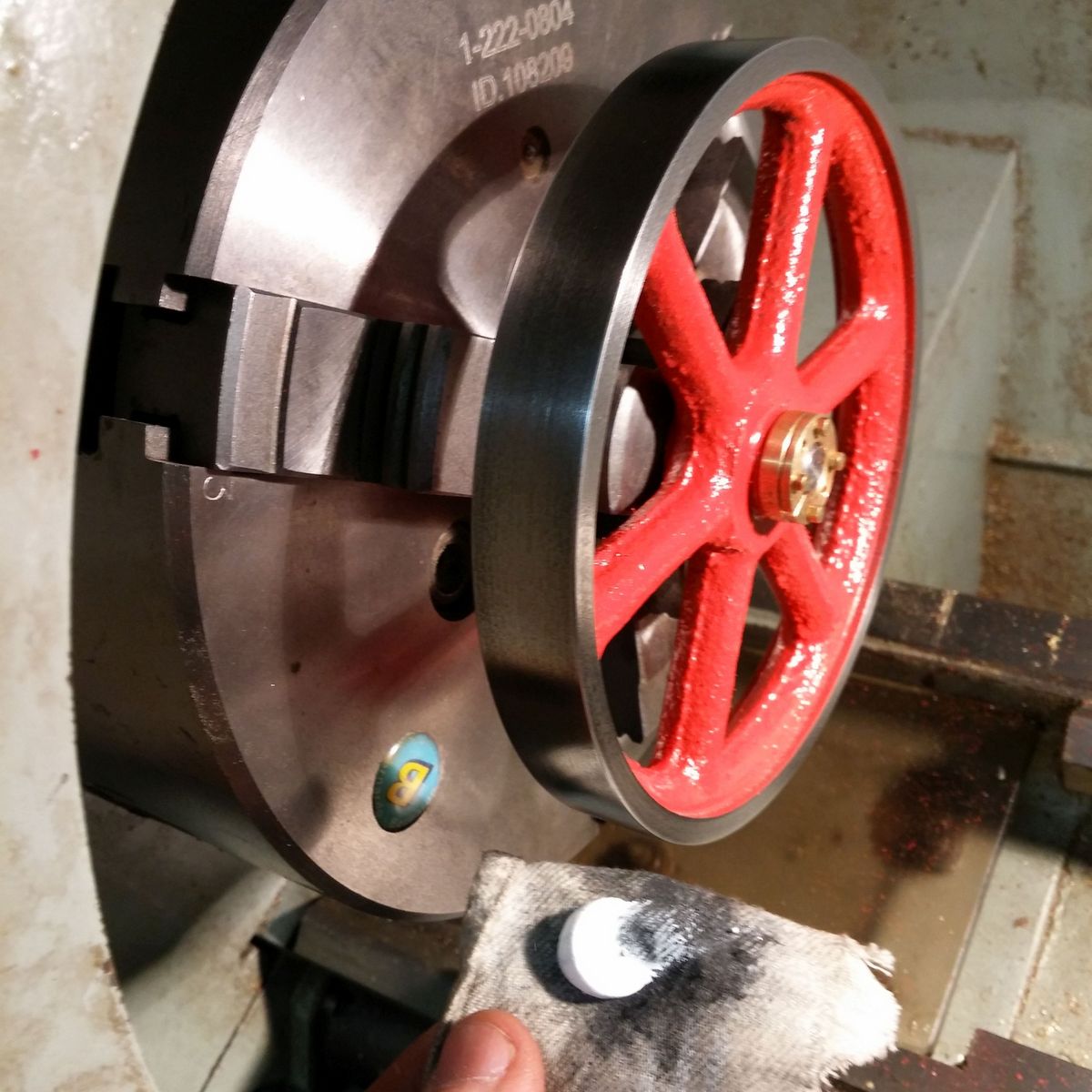
Die Schwungräder Der Große Nick Flammenfresser
Bei dem hier zu sehende Schwungrädern handelt es sich noch um eine ältere Version aus einem nicht so sauberen Guss. Die aktuellen Schwungräder werden im Wachsausschmelzverfahren hergestellt und haben eine deutlich bessere Oberfläche.
Die Schwungräder werden zuerst auf der Drehbank von allen Seiten bearbeitet. Anschließend werden sie komplett rot lackiert. Die überschüssige Farbe auf dem äußeren Durchmesser wird zuerst mit Schleifpapier entfernt anschließend wird die Fläche mit Autosol Polierpaste auf Hochglanz poliert.



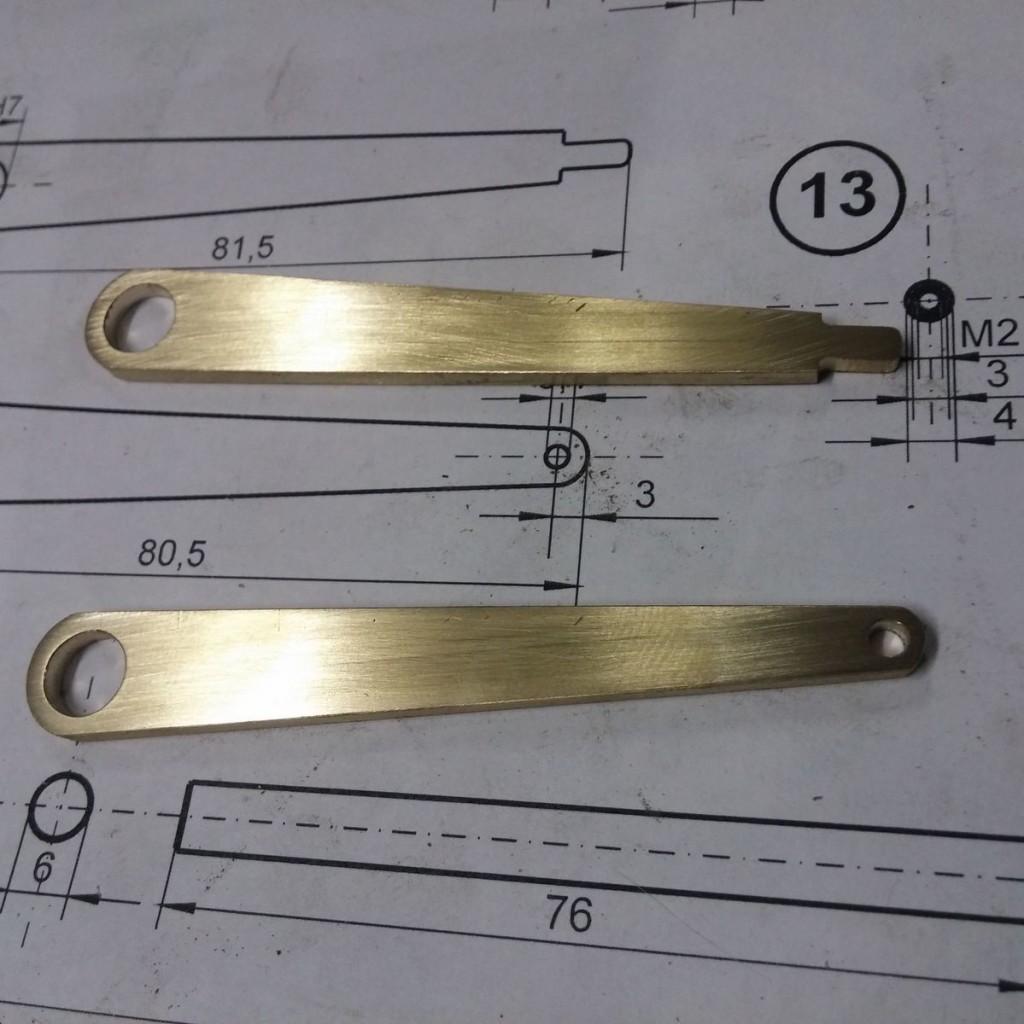
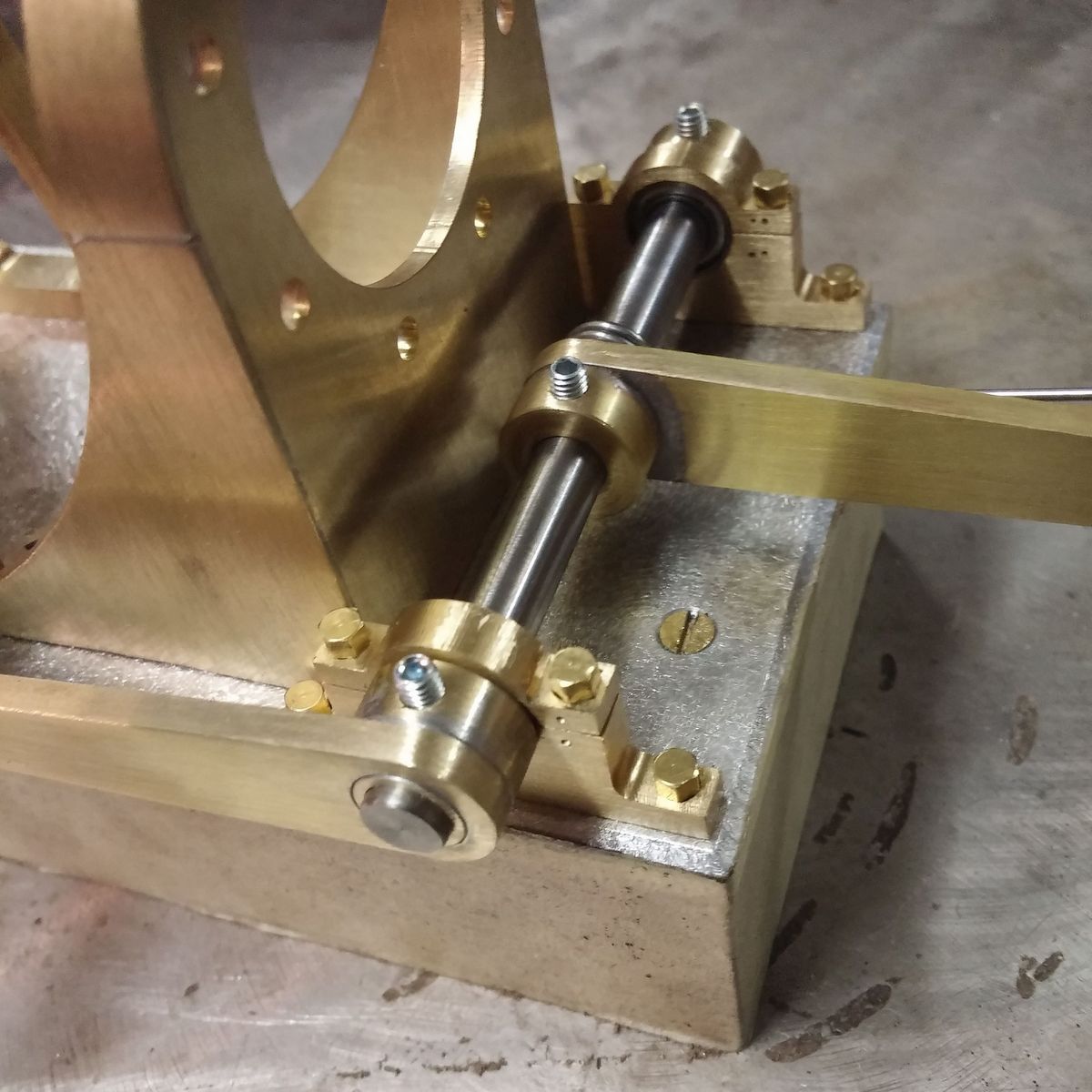
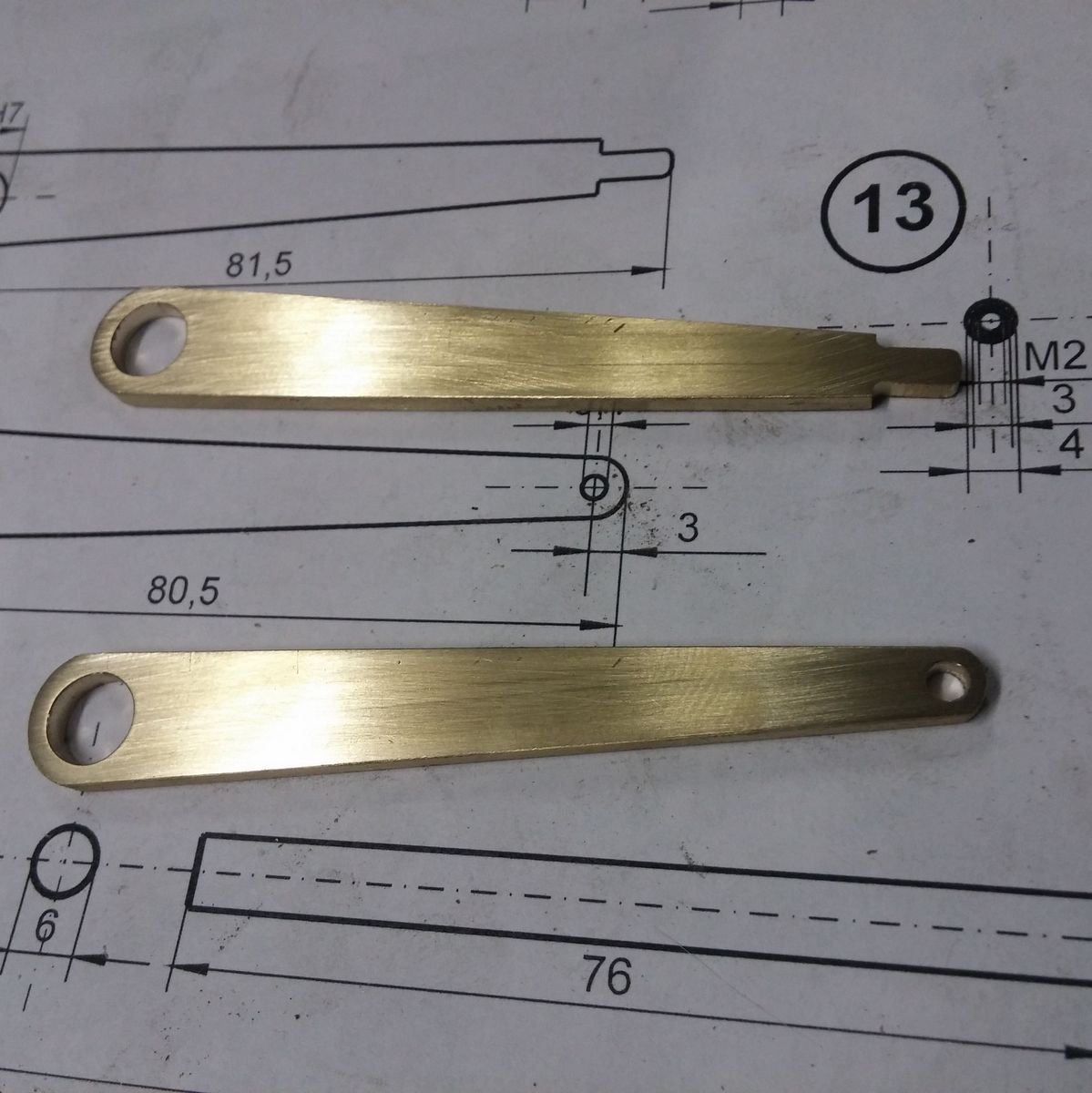
Schieber-Konstruktion des Flammenfressers
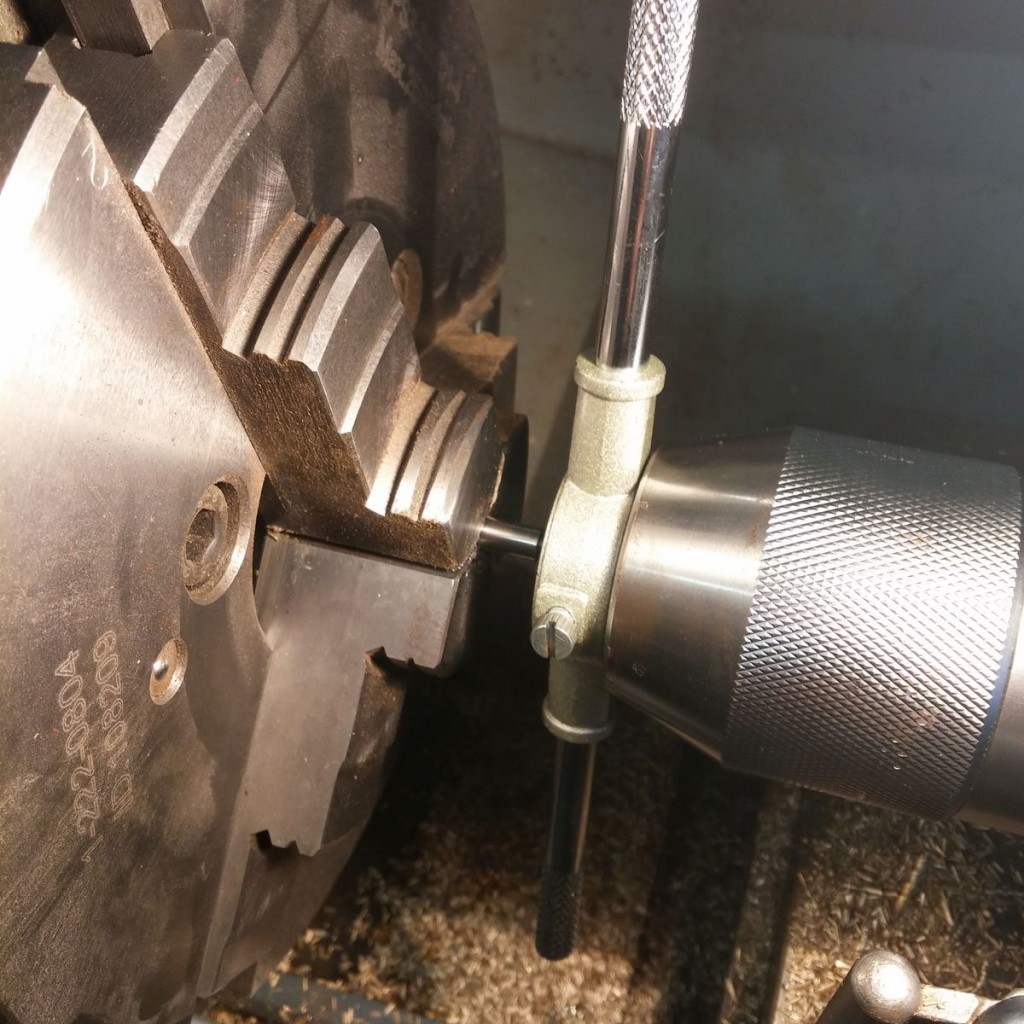
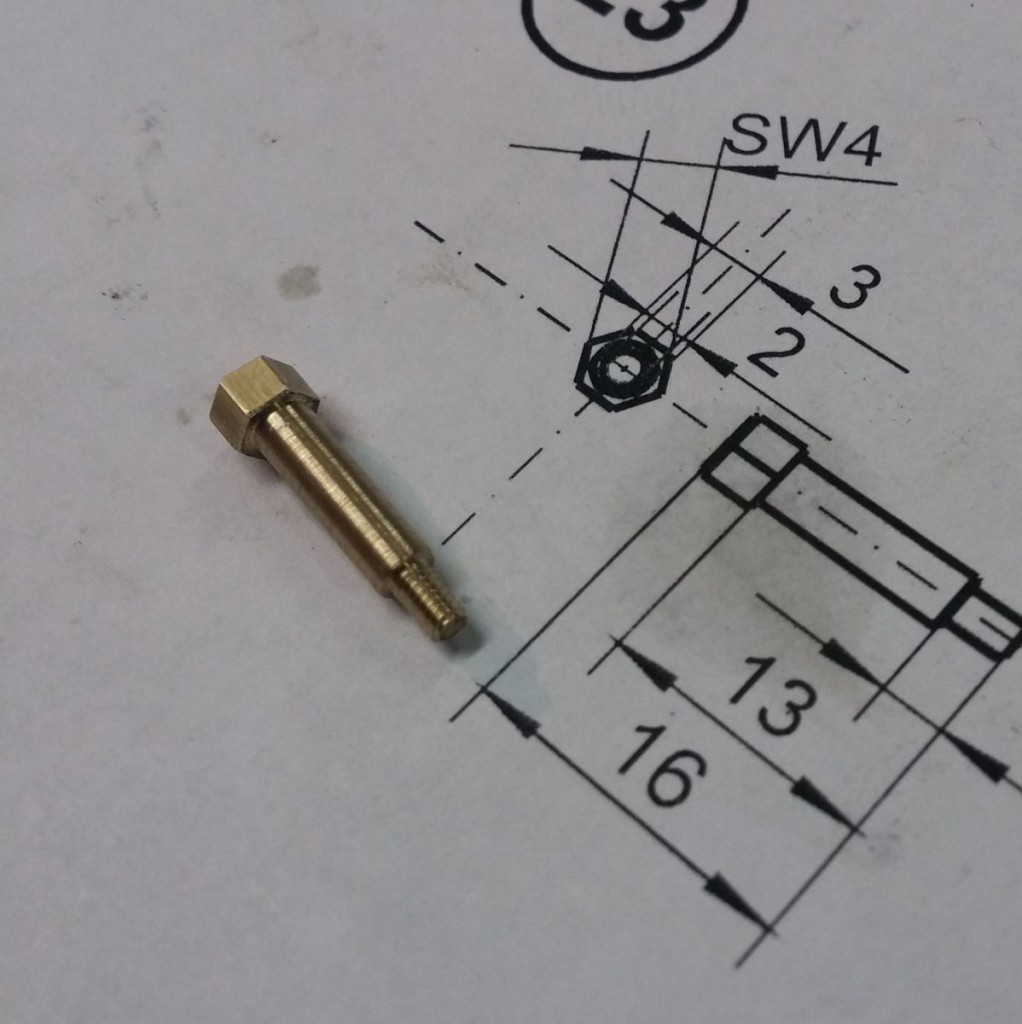
Beim Anfertigen der Schieber-Konstruktion werden zuerst alle vorgefrästen Teile gefeilt, geschliffen und entgratet. Danach werden die Passungen und Bohrungen am Schiebergestänge (11) angefertigt. Den Aufnahmezapfen für das Schieberblech sollte man sorgfältig schleifen und abrunden damit später das Schieberblech (30) reibungslos bewegt werden kann.



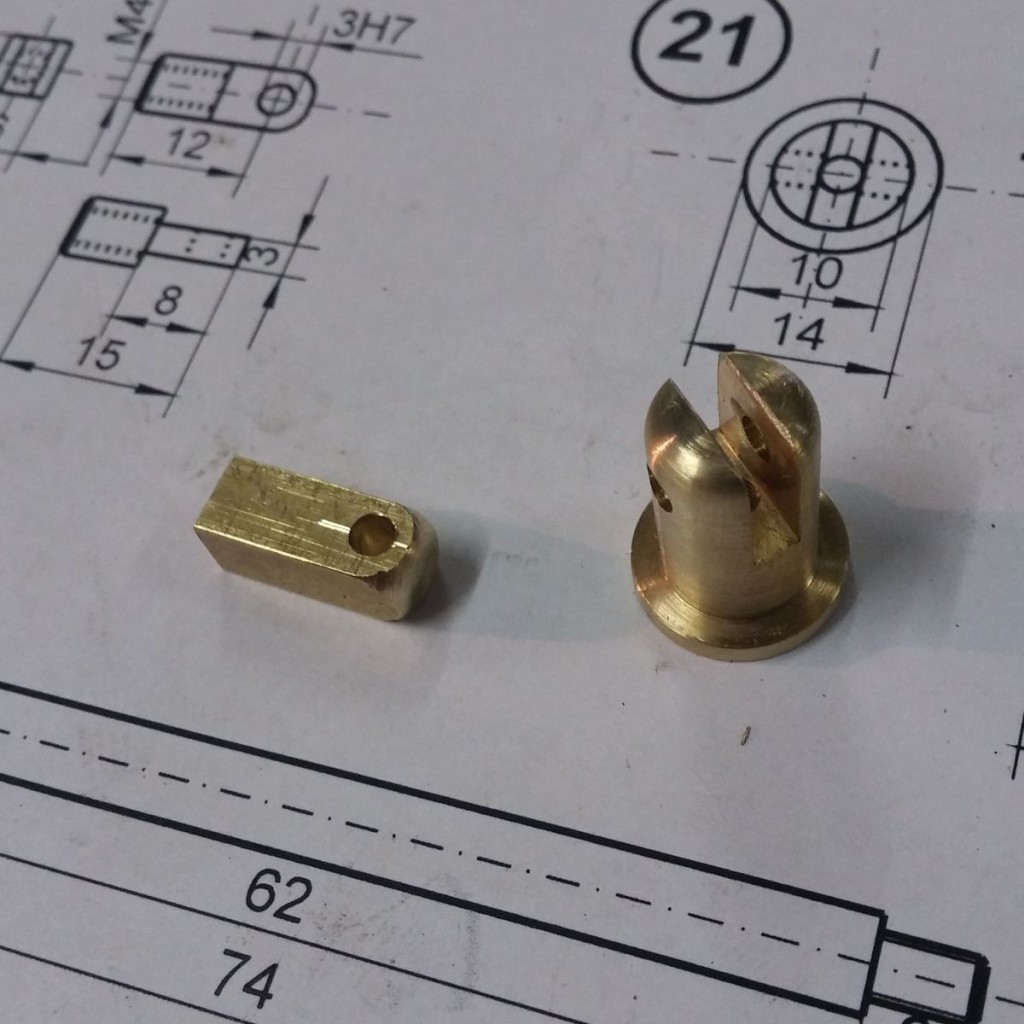
 Nun fertigt man sämtliche Buchsen (16, 17, 18) sowie den Lagerring (12) und den Lagerbolzen (13) für die Schieber-Konstruktion an.
Nun fertigt man sämtliche Buchsen (16, 17, 18) sowie den Lagerring (12) und den Lagerbolzen (13) für die Schieber-Konstruktion an.
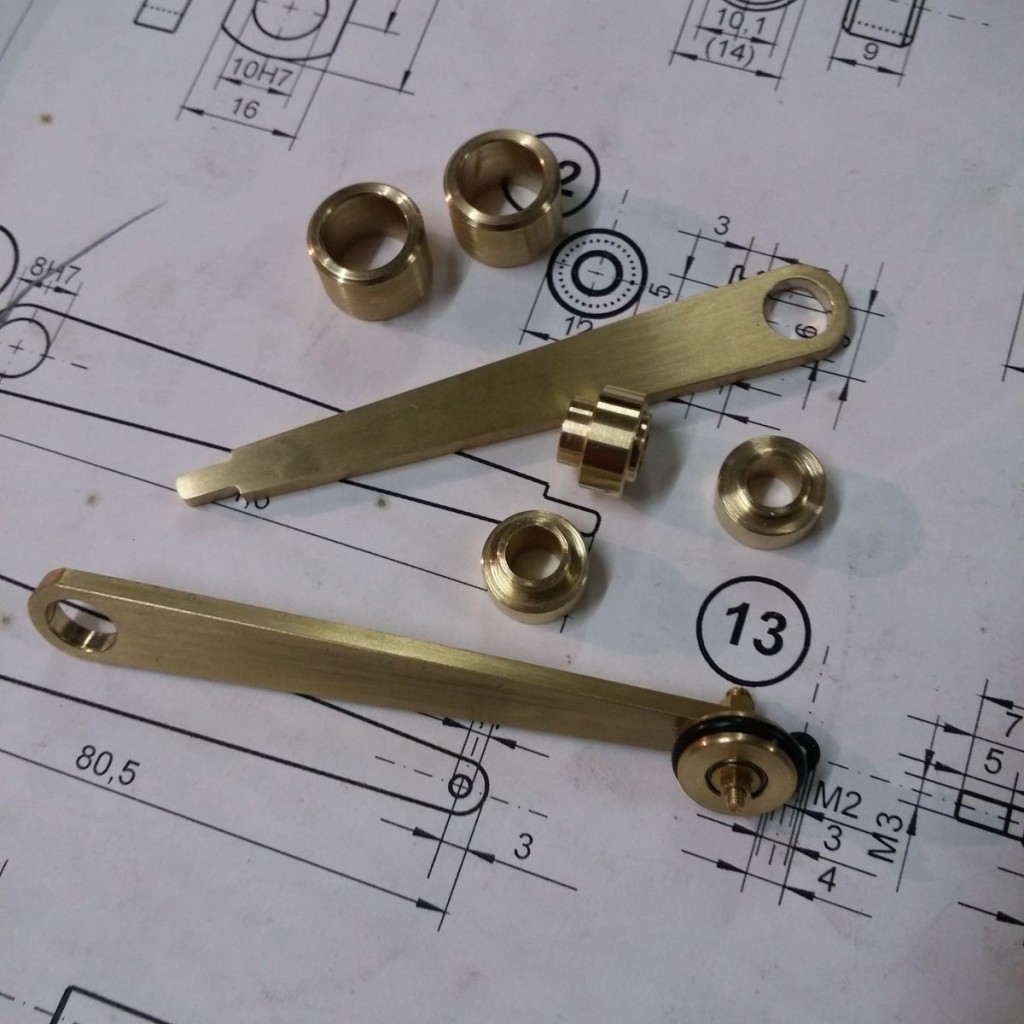
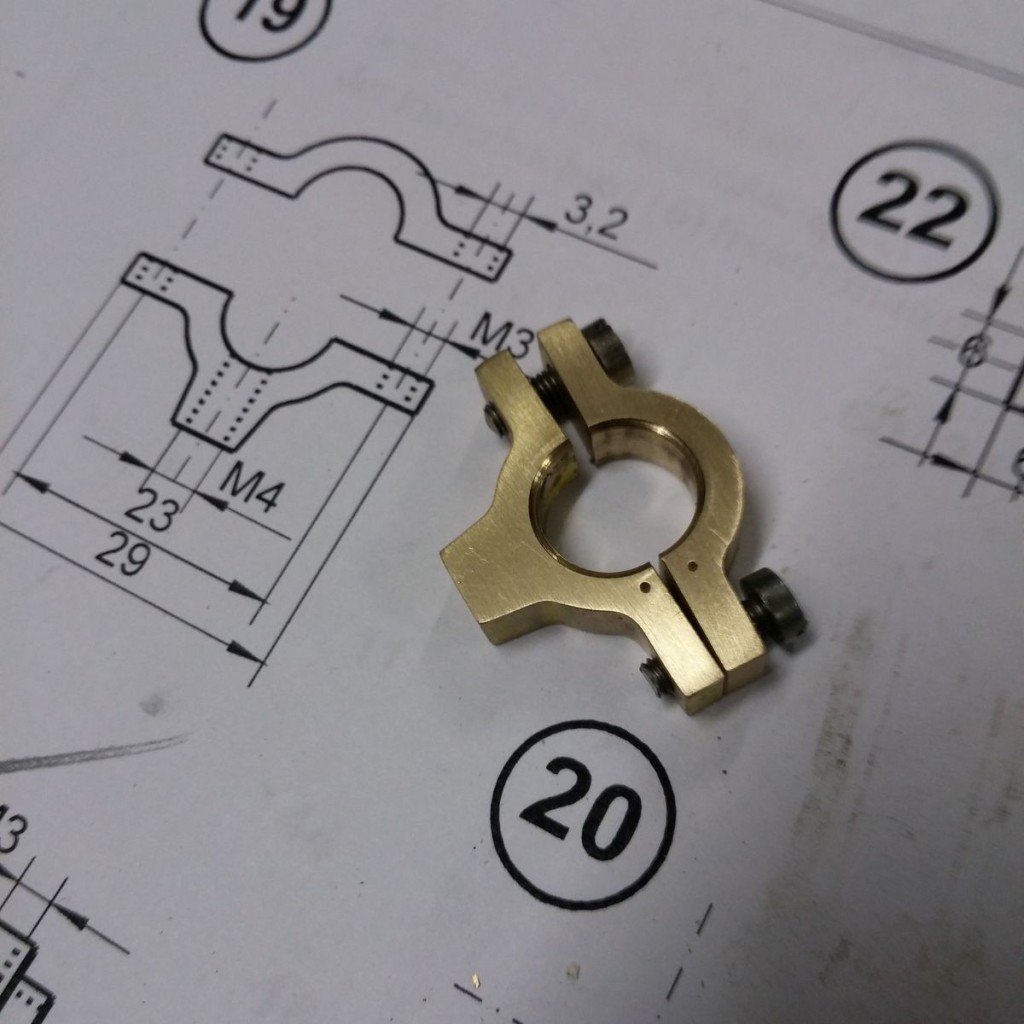
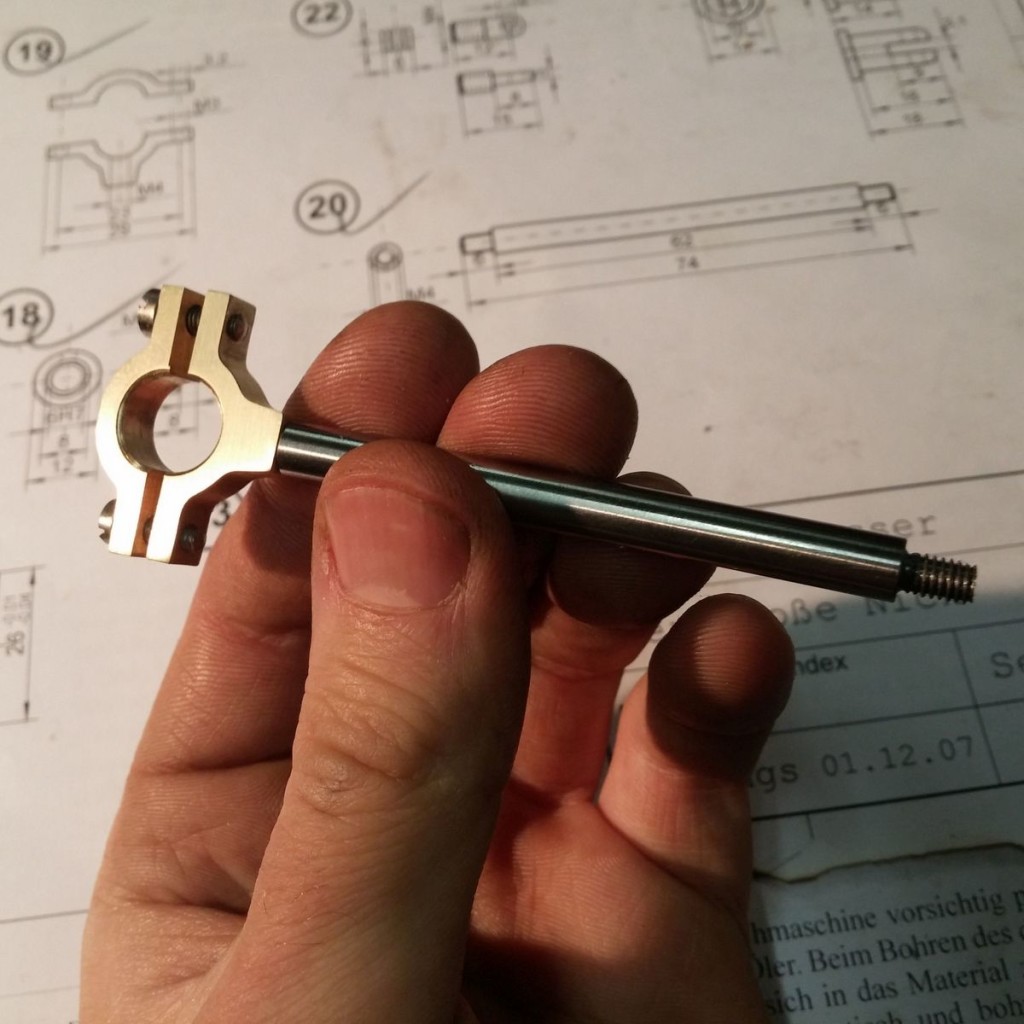
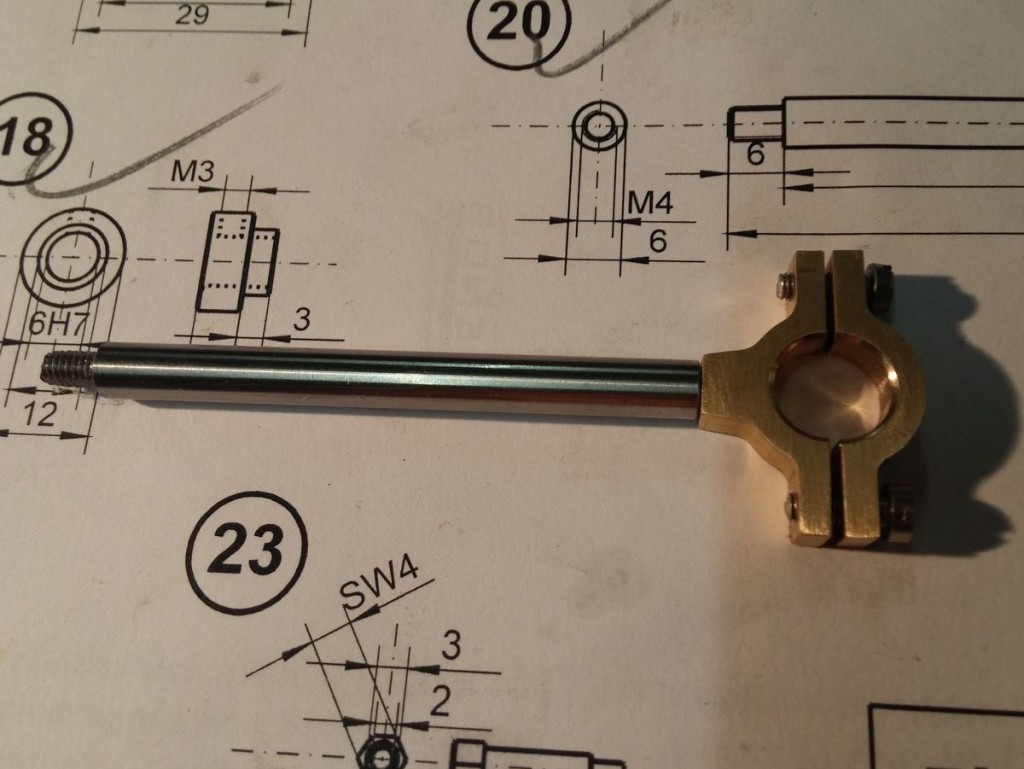
Die Buchsen werden mittels Lötpaste mit dem Gestänge weich verlötet, hierbei muss auf die Lage der Gewindebohrungen geachtet werden. Hilfreich ist es die Schieber-Konstruktion zusammen zu bauen und dann die Positionen der Buchsen zu markieren, man sollte mit einem Innensechskant-Schlüssel alle Madenschrauben festziehen können. (Bei diesem Modell wurde die Buchse des Gestänges mit Blech-Zapfen nicht korrekt eingelötet, nach Montage des Zylinders kann die Schraube nicht mehr angezogen werden und muss somit vor dem zusammenbau des Flammenfressers perfekt eingerichtet werden).
Als nächstes wird der Pleuel (19) angefertigt, hierbei werden ebenfalls die vorgefrästen Teile gefeilt und entgratet. Die Kontaktflächen der Einzelteile sollte auf einer ebenen Fläche plan geschliffen werden. Anschließend bohrt man sämtliche Bohrungen sowie Gewinde in die Einzelteile. Die Position, bei der die Bohrungen eventuell besser zusammenpassen, sollte markiert werden. Wenn die Teile fest verschraubt sind, kann die Passung gerieben werden. Die Bohrung sollte gut gesenkt werden, da beim Löten der Kurbelwelle eventuell etwas Lot in den Kehlen verblieben ist.






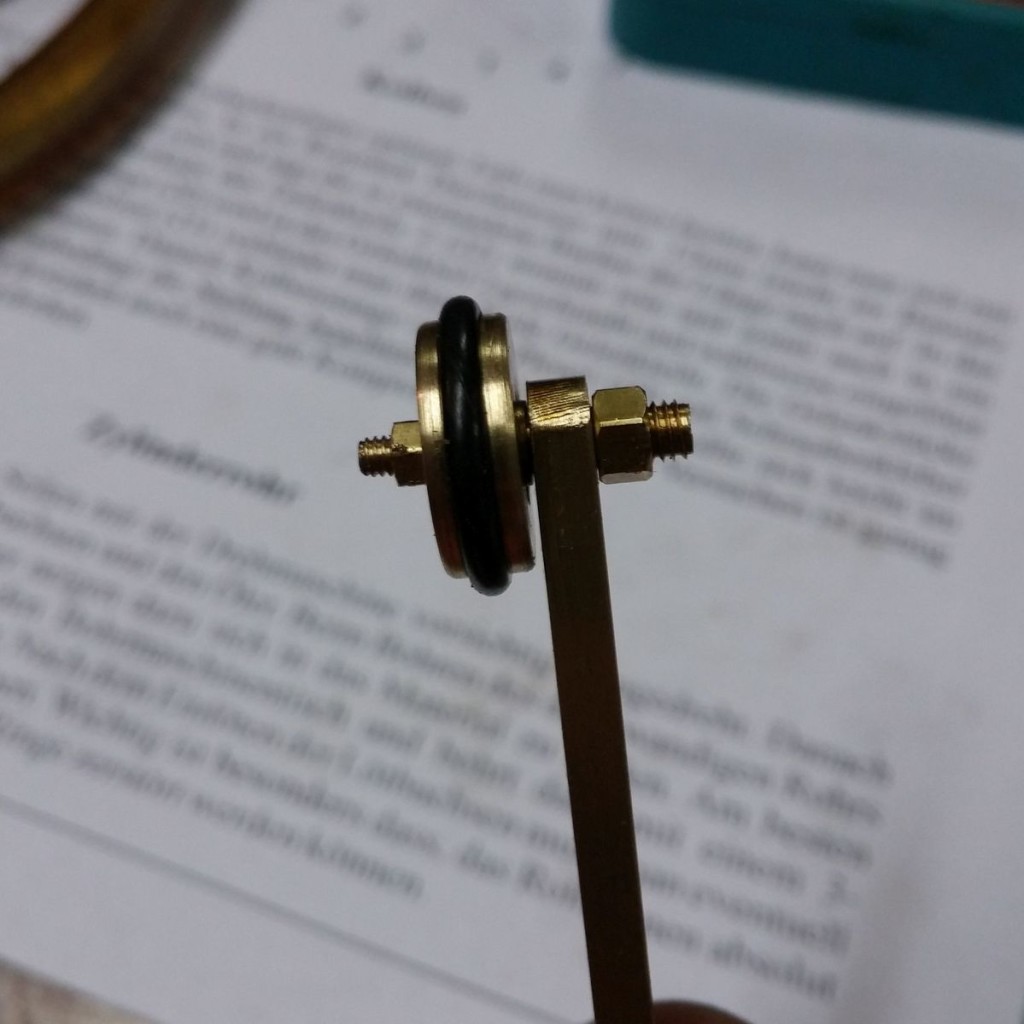
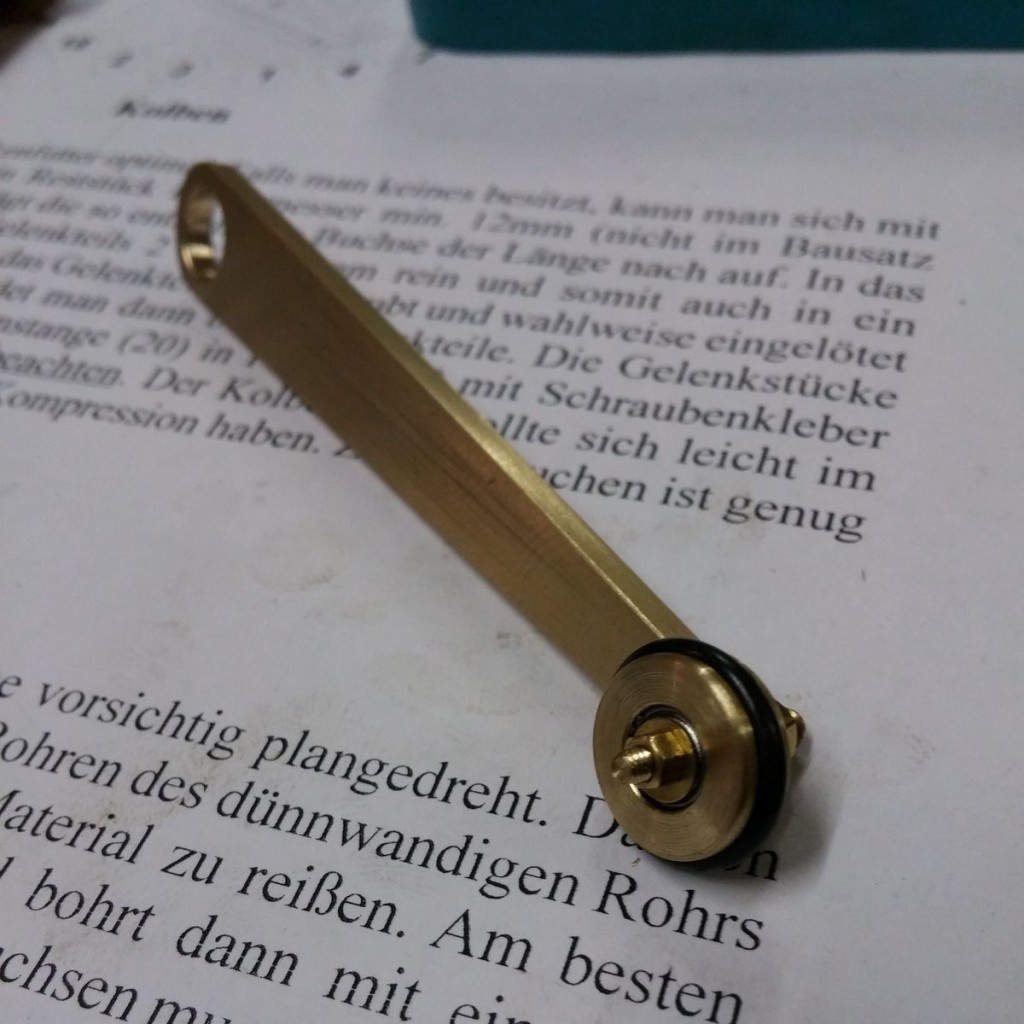
Wenn die Kolbenstange den Flammenfressers, die Gelenkteile (21, 22) sowie der Gelenkbolzen (23) angefertigt sind, kann die Pleuel-Konstruktion zusammengebaut werden. Das Gelenk sowie der Pleuel müssen leichtgängig ausgeführt sein und sollten beim Zusammenbau geölt werden.
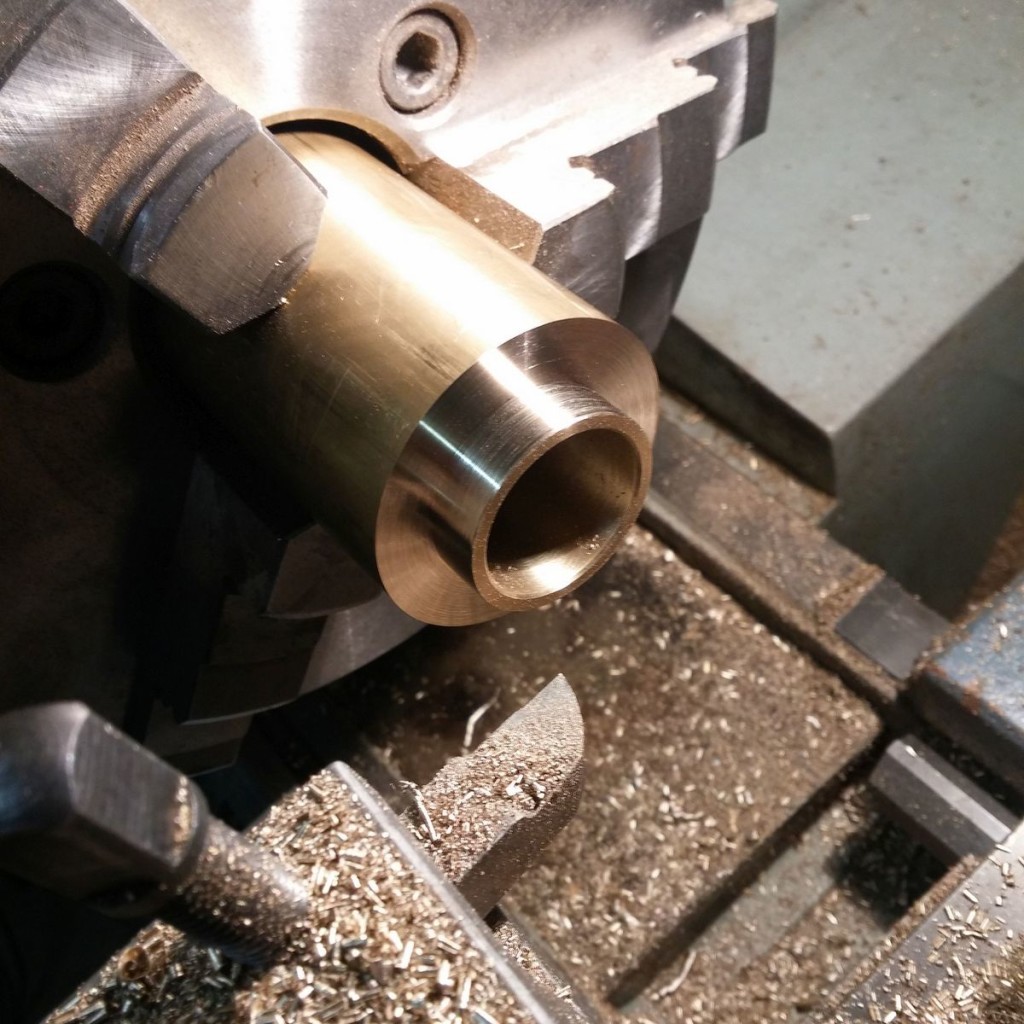
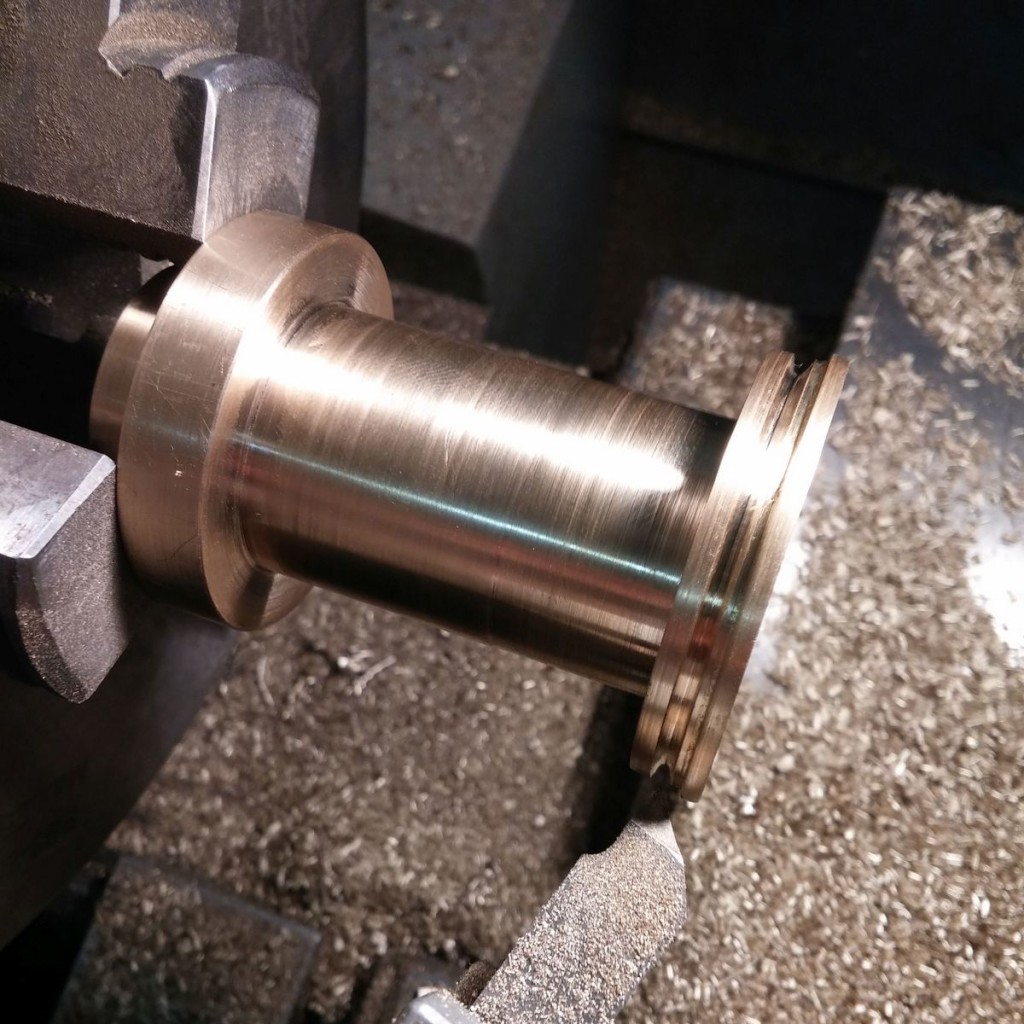
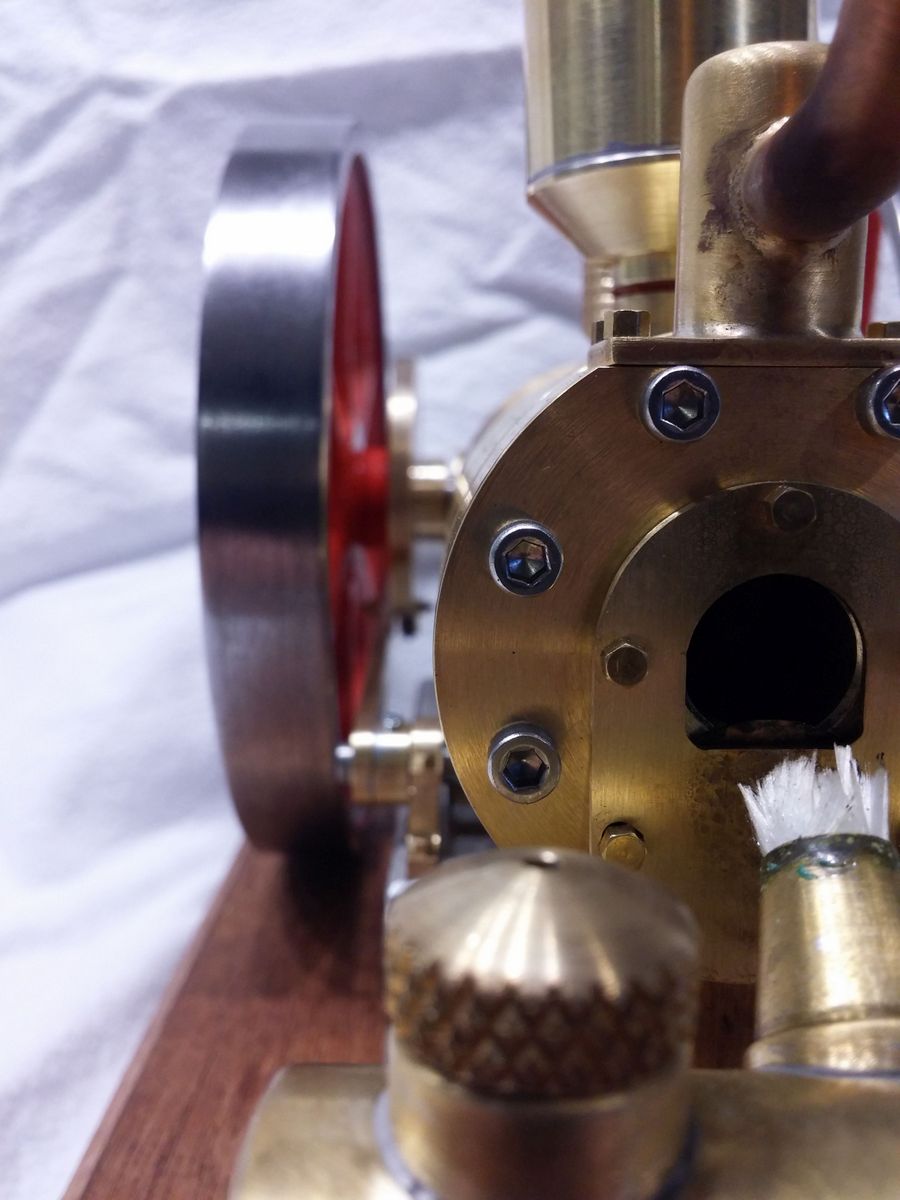
Als nächstes wird der Zylinder (26) für den Flammenfresser angefertigt, anhand der Fotos kann die Vorgehensweise bei der Fertigung erkannt werden. Die Kolben-Bohrung sollte jedoch anfangs nur vorgebohrt werden und erst am Schluss fertiggestellt werden, da sich beim äußeren Materialabtrag die innere Bohrung noch leicht verformt. Beim Ausdrehen der Kolbenbohrung sollte auf ideale Schnittgeschwindigkeit und Vorschub geachtet werden, damit eine glatte Oberfläche entsteht. Man kann vorsichtig mit einem P800 Schleifpapier und Schneid-Öl den Zylinder honen, am besten befestigt man hierzu ein Stück Schleifpapier auf einen Rundmaterial.









Der Bronze-Kolben (24) wird passgenau angefertigt, nach dem Bearbeiten mit dem Längsdrehmesser sollte er streng in den Zylinder passen. Anschließend wird er mittels P800 Schleifpapier solange geschliffen bis er leichtgängig im Zylinder rutscht. Beim Schleifen sollte darauf geachtet werden dass der Kolben und der Zylinder immer parallel bleiben, also ganzflächig geschliffen wird. Mit etwas Übung und behutsamer Vorgehensweise spürt und sieht man dies an den Laufflächen.

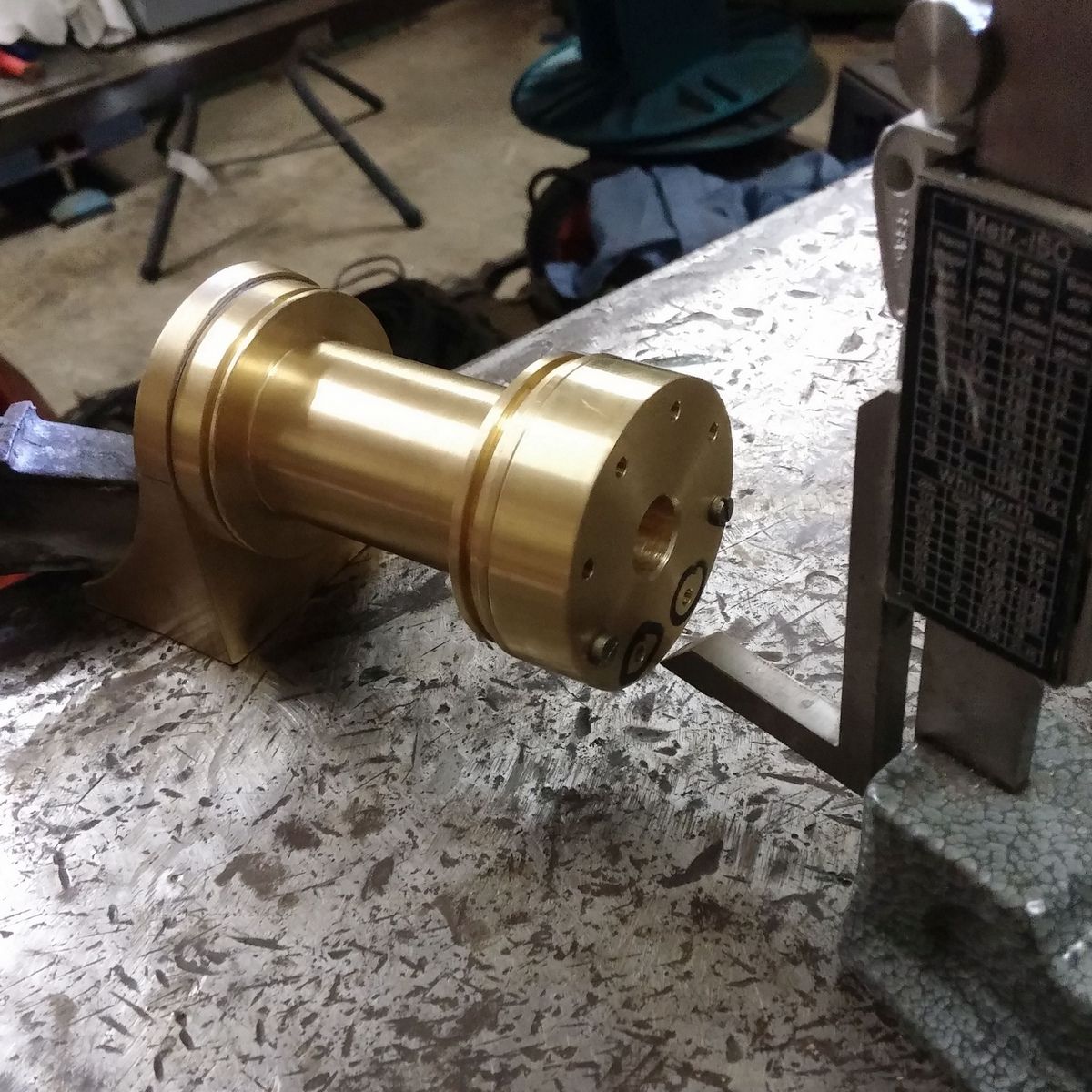
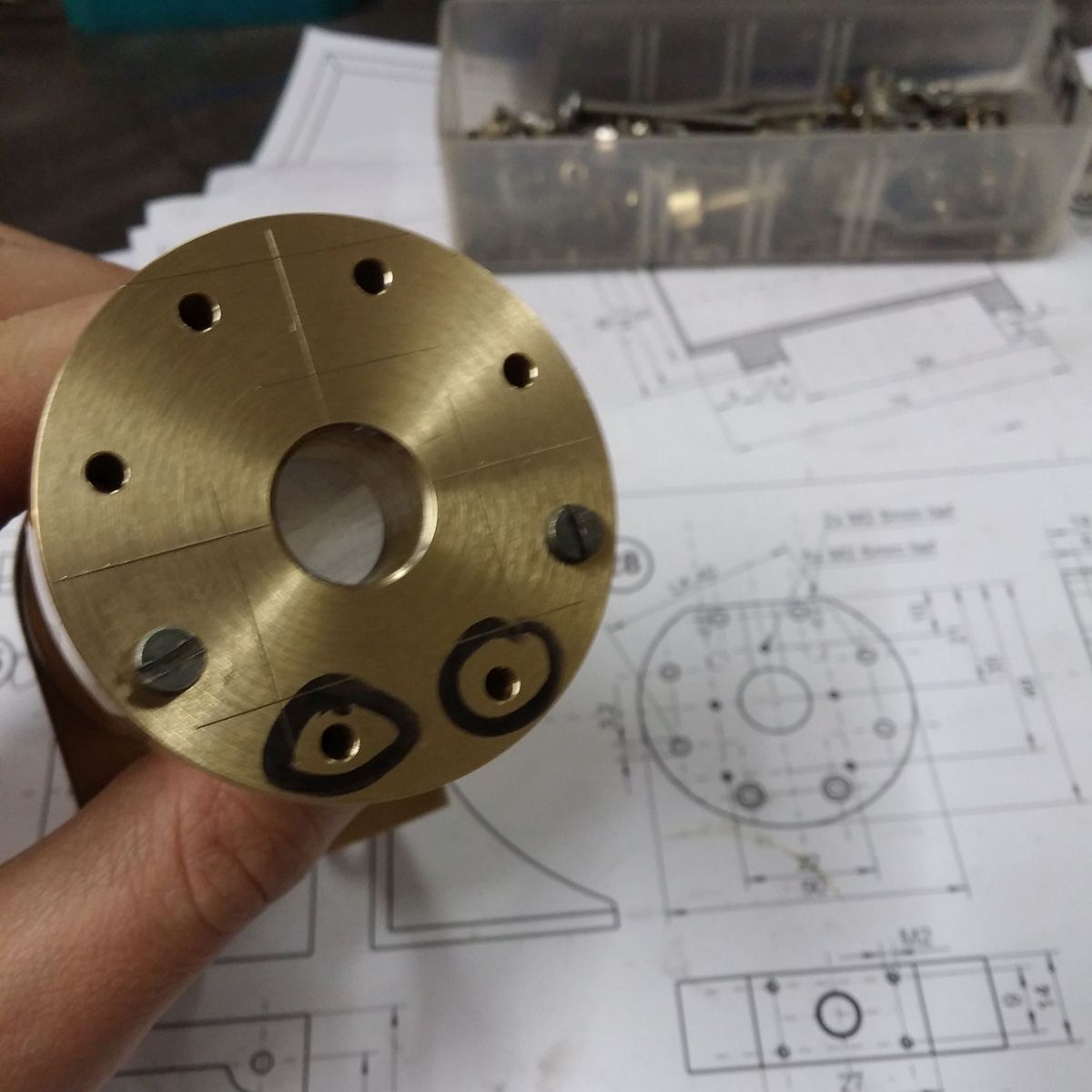
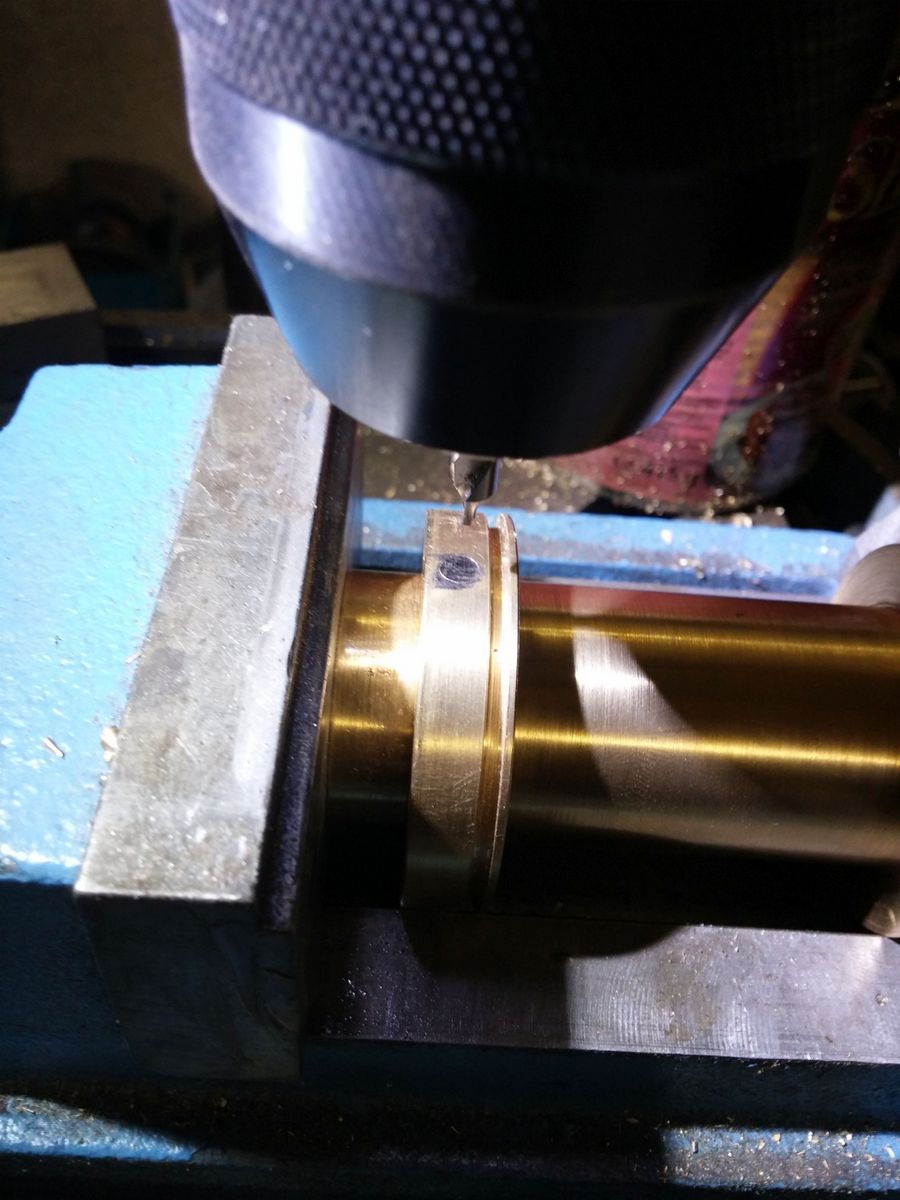
Damit die Bohrungen am Zylinder in einer Flucht sind, sollte auf den Stirnflächen eine Waagrechte angerissen werden. Anschließend kann der Lochkreis gebohrt werden, entweder wie hier mit einem Teilapparat oder mit Hilfe des Zylinderhalters als Schablone.






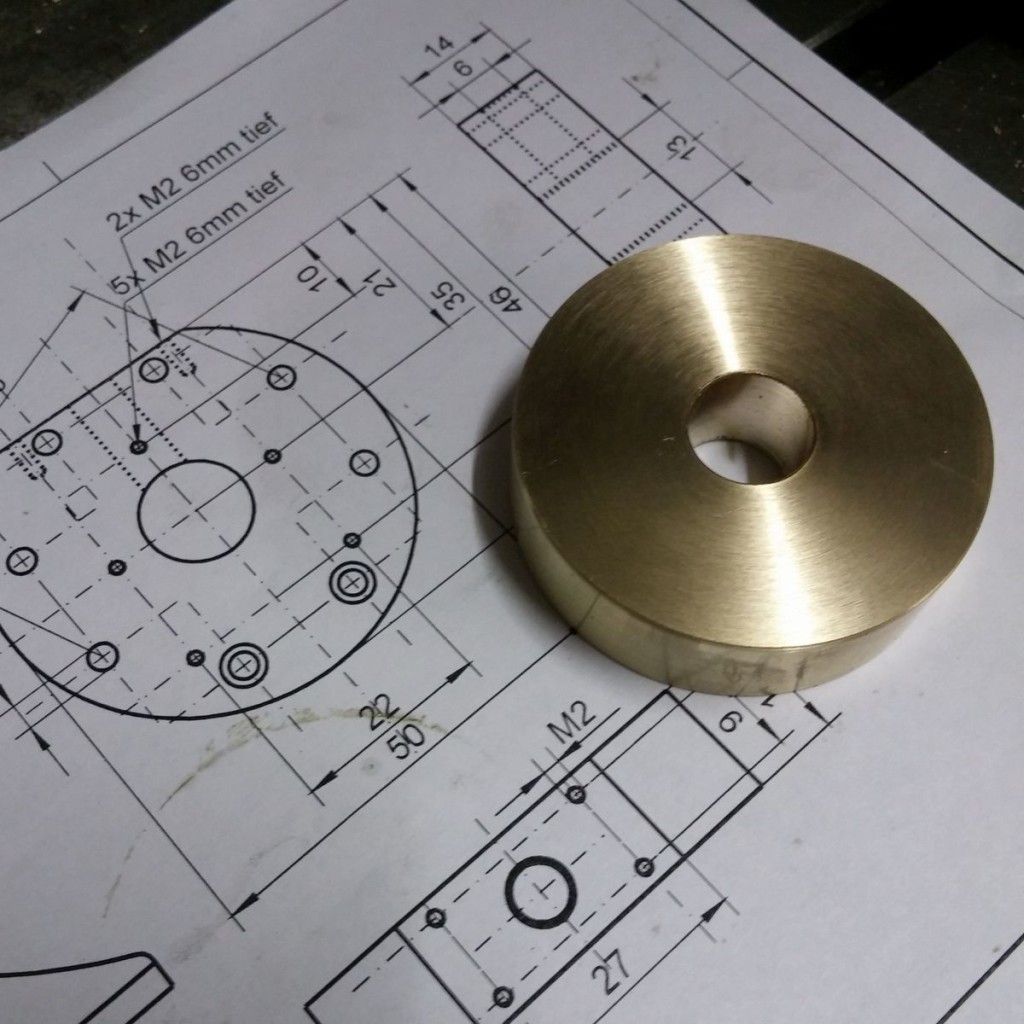
Der Zylinderkopf (28) wird auf Maß gedreht und anschließend ebenfalls der Lochkreis gebohrt. Für die restlichen Bohrungen schraubt man den Zylinderhalter, den Zylinder und den Zylinderkopf zusammen und reißt mittels Höhenreißer die restlichen Bohrungen sowie die Fräs-Fläche an. Nach dem Bohren und Fräsen (bzw. Feilen) werden noch die Querbohrungen angefertigt.


Der Zylinderkopfdeckel (29) wird angerissen und gebohrt, nun wird noch das Schieberblech (30) entgratet und geschliffen. Das Blech sollte sich leichtgängig im Zylinderdeckel bewegen können.

Nachdem man die Einzelteile für den Schornstein angefertigt hat, wird dieser hart verlötet. ACHTUNG nicht weich verlöten, da die Flamme des Brenners in späterer Folge eventuell das Weichlot schmelzen lässt. Nachdem der Schornstein gründlich gereinigt wurde, kann dieser am Zylinderkopf montiert werden. Hierbei nicht auf die Ventil-Kugel (53) vergessen.


 Zuletzt werden noch das Zylinderrohr (27) sowie die zugehörigen Bauteile (31, 37, 38, 39, 40, 41) angefertigt und sorgfältig mit Lötpaste weich verlötet. Da dies einfache Drehteile sind wird nicht näher darauf eingegangen. Das Reinigen der gelöteten Teile erfolgt zuerst mit Schleifpapier und abschließend mit Schleifpaste.
Zuletzt werden noch das Zylinderrohr (27) sowie die zugehörigen Bauteile (31, 37, 38, 39, 40, 41) angefertigt und sorgfältig mit Lötpaste weich verlötet. Da dies einfache Drehteile sind wird nicht näher darauf eingegangen. Das Reinigen der gelöteten Teile erfolgt zuerst mit Schleifpapier und abschließend mit Schleifpaste.









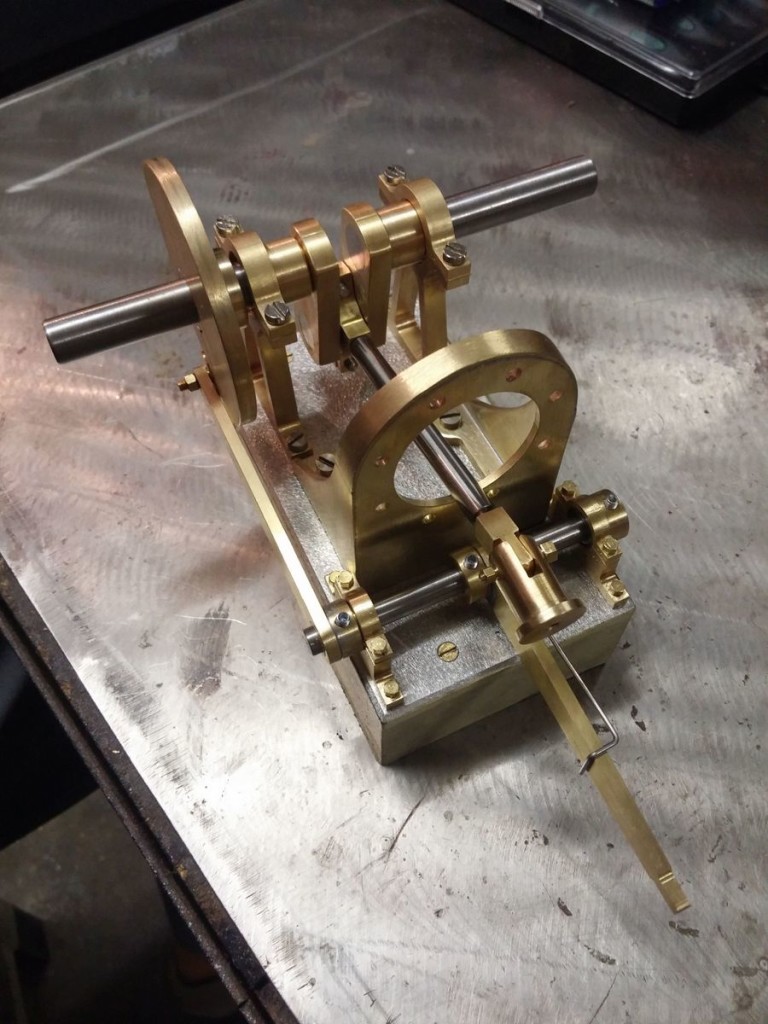
Nun kann der gesamte Motor zusammengebaut und anschließend in Betrieb genommen werden.
Ausschlaggebend für die Funktion des Flammenfressers:
- Leichtgängigkeit (sollte mind. 3 Umdrehungen nachlaufen und am Ende auspendeln)
- Steuerzeiten (30° vor unterem Totpunkt sollte das Schieberblech schließen)
- Dichtheit (Kolben, Ventilkugel und vor allem das Schieberblech müssen dicht schließen). Die Flamme darf nur in den Zylinder hineingezogen werden, sobald die Flamme weggeblasen wird ist das Schieberblech nicht dicht. Eventuell wird das Blech nicht ganz nach oben geschoben und eine Justierung des Schiebergestänges ist notwendig.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Bauzeit:
- 2-achsiger Brenner – aufgeteilt auf 4 Tage, ca. 15 Stunden
- Flammenfresser – aufgeteilt auf 13 Tage, ca. 50 Stunden
Hier finden Sie den Materialbausatz vom Flammenfresser Der große Nick.

- Entwicklung Stirlingmotor ähnlich Lehmann - 11. Januar 2024
- Baubeschreibung Funkenfänger Schweiß Bausatz - 18. Oktober 2023
- Baubeschreibung Zyklon Schweiß Bausatz - 18. Oktober 2023